Текст книги "Секреты успешных предприятий: бизнес-процессы и организационная структур"
Автор книги: Сергей Ковалев
Соавторы: Валерий Ковалев
Жанр:
О бизнесе популярно
сообщить о нарушении
Текущая страница: 12 (всего у книги 30 страниц)
4.5.9. Семь простых инструментов качества – 7QC
Большинство из рассмотренных методов оптимизации деятельности представляют собой готовые рекомендации по улучшению процессов, построенные на принципах реинжиниринга. Майкл Хаммер и Джеймс Чампи предлагают эти рекомендации записать на одном листе бумаги и повесить во всех структурных подразделениях компании. По их мнению, они должны служить корпоративным уставом и персоналу компании необходимо постоянно руководствоваться ими при построении своих бизнес-процессов.
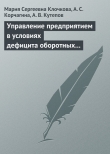
Существуют и другие методы улучшения процессов, которые представляют собой связанный набор методик анализа деятельности, системное и последовательное применение которых позволит найти эффективные решения по ее оптимизации. Самые простые и эффективные из них объединены в группу под названием «Семь простых инструментов качества – 7QC». Они предназначены для массового использования как руководителями и специалистами компании, так и рядовыми рабочими (см. рис. 4.27).
Рис. 4.27. Семь простых инструментов качества – 7QC
Далее будет дано описание каждого из инструментов, причем именно в той последовательности, которая применяется на практике для анализа и оптимизации бизнес-процессов.
Инструмент 1. Контрольный лист
Контрольный лист используется на первом шаге работы для сбора первичной информации об отклонениях в бизнес-процессах: нарушениях стандартов, правил и регламентов работы, сбоях, ошибках, дефектах и т. д. Как правило, отклонение измеряется по дискретной шкале: «было»-«не было» («было» отмечается крестиком, «не было» – никак не отмечается). В итоге по каждому заранее определенному ключевому показателю или фактору бизнес-процесса рассчитывается количество отклонений, что позволяет ранжировать показатели по частоте возникновения несоответствий и выбирать из них приоритетные для дальнейшего улучшения.
Инструмент 2. Контрольная диаграмма/карта
Контрольная диаграмма/карта используется на втором шаге для анализа выявленных на предыдущем этапе несоответствий по каждому показателю процесса. Количество несоответствий откладывается по вертикальной оси, а различные контрольные выборки – по горизонтальной. Контрольные выборки могут делаться как в разное время, так и по разным партиям продукции, торговым точкам и т. д. Другими словами контрольная диаграмма представляет горизонтальную развертку несоответствий по времени или другим параметрам. По поведению кривой можно с рассчитываемой долей вероятности определить, существуют ли в процессе особые причины, вызывающие проблемы по рассматриваемому показателю или нет. Например, если кривая на контрольной карте часто выходит за верхние и нижние пределы, рассчитанные по специальным формулам, то это означает, что особые причины существуют, их немного, они могут быть найдены и устранены.
Результатом этого шага являются выбранные для дальнейшего улучшения проблемные показатели процесса, имеющие небольшое количество основных причин их неоптимальности.
Инструмент 3. Диаграмма причин и следствий
Диаграмма причин и следствий используется для анализа выбранного на предыдущем этапе проблемного показателя бизнес-процесса. В ходе анализа формулируются все возможные причины возникновения проблемы, схожие их них группируются. Найденные причины, в свою очередь, являются следствием других причин и т. д. Детализация происходит до тех пор, пока не будут выявлены причины нижнего уровня, способ устранения которых ясен. Внешний вид диаграммы напоминает рыбью кость, чем и обусловлено одно из названий «Рыбья кость».
Второе часто используемое название диаграммы – «Диаграмма Исикавы», произошло от имени японского специалиста К. Исикавы, который предложил и активно применял этот инструмент на практике.
Результатом применения этого шага является структурированный перечень причин, определяющих проблему.
Инструмент 4. Диаграмма Парето
Диаграмма Парето используется после того, как был выделен перечень причин, определяющих проблемность анализируемого показателя бизнес-процесса. При использовании этого инструмента применяется принцип Парето «20 на 80» и отбираются ключевые причины. В данном случае соотношение 20 на 80 будет строго соблюдаться, так как на втором шаге с помощью контрольной диаграммы были выбраны показатели бизнес-процесса, имеющие особые причины, или другими словами подчиняющиеся закону Парето.
Применение принципа Парето для ранжирования и отбора ключевых причин оформляется в виде обычной гистограммы, а также гистограммы, построенной нарастающим итогом. Прежде чем построить обычную гистограмму измеряется, а в сложных случаях экспертно оценивается, доля вклада каждой причины в проблему. В простейших случаях это делается посредством подсчета доли случаев, когда каждая причина привела к рассматриваемой проблеме. В итоге, причины ранжируются в порядке убывания влияния на проблему и наносятся на диаграмму, которая называется обычной диаграммой Парето.
Для лучшей визуализации 20 процентов причин, определяющих в 80 процентах случаев проблему, удобней использовать такую же диаграмму, но построенную нарастающим итогом. В конце процедуры применения этого инструмента из 20 процентов ключевых причин нужно отобрать те, которые контролируемы или подвластны улучшениям. И конечно, в первую очередь, отбираются причины наиболее легкие и дешевые с точки зрения устранения.
Результатом применения этого шага является перечень наиболее значимых и, в тоже время, легких с точки зрения устранения причин, определяющих проблему.
Приведенные выше инструменты – четыре из семи, просты, применяются на практике часто и именно в рассмотренной последовательности. Остальные три инструмента сложнее, они используются реже и последовательность их применения в различных случаях разная. Часто они используются как вспомогательные – для дополнительного анализа и получения дополнительной информации при применении первых четырех инструментов.
Инструмент 5. Гистограмма
Гистограмма используется для статического анализа распределения значений ключевых показателей бизнес-процесса. Этот инструмент показывает разброс значений показателя, а именно величины его возможных значений, а также их частоту или вероятность. Величина разброса показателя измеряется его среднеквадратичным отклонением – сигмой, которую нужно уменьшать до оптимальных значений.
При использовании этого инструмента вводится понятие допуск, который задается клиентами, конструкторами-технологами, руководством, прочими субъектами и содержится в различных требованиях к процессу. Чем меньше сигма по отношению к допуску, тем большей стабильностью обладает процесс по рассматриваемому показателю, тем меньше вероятность того, что допуск будет нарушен и, следовательно, выше вероятность того, что значение показателя попадет в допуск и будет соответствовать требованиям. Другими словами, чем большее отношение допуска к среднеквадратичному отклонению, тем выше качество бизнес-процесса. Как видно, сигма является внутренним причинным показателем и посредством ее оптимизации можно управлять внешними показателями качества. Для этих целей и служит инструмент качества под названием «Гистограмма».
Простейшим примером разброса между ключевым показателем и допусками к нему являются разброс между размерами продукции, полученными в процессе производства, и предусмотренными конструкторско-технологической документацией на основе требований внешнего потребителя. Для торговой компании примером является разброс между фактическим временем доставки продукции клиенту и сроками, указанными в договоре. Последние играют роль допуска.
Результатом применения инструмента «Гистограмма» является информация о разбросе ключевого показателя процесса и его соотношение с допуском, который задается внешними требованиями.
Инструмент 6. Диаграмма разброса (рассеяния)
Диаграмма рассеяния используется для изучения и анализа силы влияния ключевых показателей или параметров бизнес-процесса друг на друга. По одной оси диаграммы, например, горизонтальной, откладывается значение ключевого показателя процесса, который является причиной, а по вертикальной оси – значение показателя, характеризующего проблему– следствие. Чем больше нанесенные на диаграмму измерения ложатся на прямую линию, тем больше вероятность наличия влияния одного показателя на другой. Чем больше наклон прямой, тем больше сила влияния.
Простейшим примером применения этого инструмента в производстве являются случаи исследования зависимости между показателями брака и удовлетворенностью работников в цехах. Диаграмма разброса показывает, что удовлетворенность рабочих достоверно и сильно влияет на брак. В торговле подобный инструмент часто используется маркетологами, изучающими влияние цены товара на объем продаж и рассчитывающими таким способом показатель эластичности спроса.
Результатом применения этого инструмента являются знания о наличии и величине влияния причинных показателей бизнес-процесса на другие.
Инструмент 7. Стратификация (расслоение)
Стратификация является одним из наиболее простых статистических методов и представляет собой сортировку (расслоение) данных по нескольким критериям. Такими критериями могут выступать длительность, сотрудники, месторасположение, погодные условия и т. д. При расслоении данных следует стремиться к тому, чтобы различие внутри группы было как можно меньше, а различие между группами – как можно больше.
Проведение подобной сортировки позволяет найти скрытые причины проблемы. Стратификация – основа для других инструментов, таких как анализ Парето или диаграммы рассеяния. Такое сочетание инструментов делает их более мощными.
Пример применения семи инструментов качества для совершенствования бизнес-процесса продаж
Компания, занимающаяся торговлей аудио-видео продукцией, после оптимизации основного процесса – поставки продукции от поставщика на торговые точки (см. рис. 4.24), сосредоточила внимание на одном из процессов второго уровня – «Приемка, выкладка и продажа товара на торговых точках» (далее будем называть его процессом продажи). Он являлся одним из важных и проблемных процессов.
На основе стратегических целей компании для процесса были разработаны ключевые показатели. Владелец процесса – начальник отдела продаж, регулярно планировал целевые значения показателей, измерял их фактические значения, проводил план-фактный анализ, разрабатывал и реализовывал корректирующие и а предупреждающие воздействия.
Один из ключевых показателей процесса – индекс выполнения стандартов работы торговой точки (далее индекс), являлся внутренним показателем и отражал внутреннее качество процесса. Как было отмечено ранее, этот показатель является причинным и влияет на внешнее качество. В данном случае степень влияния на внешнее качество, измеряемое с помощью показателя удовлетворенности клиентов и доли повторных покупок, была очень велика. Согласно разработанной стратегии индекс нужно было повышать. Для этого и были последовательно применены первые четыре простых инструмента качества.
Шаг 1. Заполнение контрольного листа
Для измерения индекса использовался перечень требований, подлежащих обязательному соблюдению сотрудниками каждой торговой точки. Перечень требований был внесен в контрольный лист (см. табл. 4. 12), заполняемый контролером при проведении регулярной проверки работы торговых точек сети. Соблюдение требований оценивалось по шкале: «нарушено» (отмечалось крестиком) – «не нарушено» (никак не отмечалось).
Табл. 4.12. Фрагмент контрольного листа процесса
Шаг 2. Построение контрольной диаграммы/карты
Результаты проверок с контрольных листов переносились в электронную базу данных. В дальнейшем эта информация использовалась финансовой службой для расчета премий продавцов, а также руководителем и аналитиками отдела продаж для анализа и улучшения работы торговых точек. В процессе анализа строились упрощенные контрольные диаграммы, показывающие динамику поведения нарушений во времени и распределение нарушений по торговым точкам. Расчеты нижних и верхних контрольных пределов не производились.
На основе анализа диаграмм по всем контролируемым параметрам были отобраны наиболее проблемные из них и, соответственно, требующие улучшения. В частности, распространенным нарушением являлось отсутствие фирменной одежды на продавце. Характер нарушений, а именно: неуклонный рост их числа и периодические «всплески» (см. рис. 4.28), свидетельствовал о наличии постоянно существующих причин такой ситуации.
Рис. 4.28. Пример контрольной диаграммы по параметру «Отсутствие фирменной одежды на продавце»
Шаг 3. Построение диаграммы причин и следствий
Для первоочередного улучшения был выбран параметр «Отсутствие фирменной одежды на продавце». Созданная рабочая группа в ходе мозгового штурма сформулировала возможные причины частого отсутствия на продавцах желтых фирменных маек (основного элемента корпоративной одежды) и объединила их в четыре группы:
Группа причин «Человек»
• низкая исполнительская дисциплина продавцов и неприятие ими корпоративных правил;
• незнание требования ношения фирменной одежды;
• незначительное влияние нарушений требования по ношению фирменной одежды на оплату труда продавца.
Группа причин «Среда»
• фирменная одежда не обеспечивает надлежащих условий работы (в местах продаж холодно, жарко и т. д.)
Группа причин «Майки»
• майки имеют плохой дизайн (некрасивые);
• майки не соответствующих размеров;
• конструктивные особенности маек (нефункциональные, неудобные).
Группа причин «Компания»
• не все продавцы обеспечены фирменной одеждой;
• плохо организовано информирование продавцов о требованиях предъявляемых к ним;
• информация по уходу за фирменной одеждой до продавцов не доводится, вследствие чего она утрачивает внешний вид.
Результат работы представлен в виде причинно-следственной диаграммы (см. рис. 4.29).
Рис. 4.29. Диаграмма причин и следствий, построенная для проблемы «Отсутствие фирменной одежды на продавце»
Шаг 4. Построение диаграммы Парето
Для определения значимости выявленных причин был проведен выборочный опрос продавцов. По каждой причине было подсчитано количество ответов, в которых она указывалась. На основе полученных результатов была построена диаграмма Парето в простом варианте и нарастающим итогом (см. рис. 4.30).
Рис. 4.30. Диаграмма Парето для ранжирования причин проблемы отсутствия фирменной одежды на продавце
По частоте ответов и, соответственно, по степени вклада в проблему, преобладали плохой дизайн маек и несоответствие их температурным условиям в местах продаж. Были выработаны и реализованы решения для устранения этих причин – фирменная одежда улучшенного дизайна двух вариантов: майки – для теплых помещений, куртки – для холодных.
В качестве вспомогательного инструмента в ходе работы была применена стратификация. Для предварительного определения причин информация по нарушениям сортировалась по разным критериям и анализировалась. Интересные результаты показала сортировка данных по времени года и полу продавца. Оказалась, что зимой нарушений было больше, чем летом, и это натолкнуло рабочую группу на мысль о том, что на торговых точках не достаточно тепло. Вторая сортировка показала, что продавцы-девушки чаще нарушали требования ношения фирменной одежды по сравнению с коллегами-мужчинами. Это, в свою очередь, позволило сделать вывод о влиянии дизайна маек на проблему.
4.5.10. Метод причинно-следственного анализа
Метод причинно-следственного анализа получил широкое распространение в различных областях менеджмента и заслуживает особого внимания. Помимо базового применения для анализа и улучшения бизнес-процессов, этот метод в различных модификациях применяется в стратегическом управлении в виде стратегической карты, в управлении групповой работой в виде карт памяти, мозгового штурма, деревьев решений и т. д.
Диаграммы Исикавы различных модификаций
Одной из модификаций метода причинно-следственного анализа является разработка диаграммы Исикавы с использованием типовых групп причин первого уровня. Одним из типовых подходов группировки причин является применение принципа «5М», согласно которому анализируемая проблема рассматривается по следующим направлениям:
• персонал (men);
• оборудование и инструмент (machines);
• материалы (materials);
• методы (methods);
• измерения (measures).
На рис. 4.31 приведен пример диаграммы Исикавы, построенной по аналогичному модифицированному принципу «4М+Е». Согласно принципу «4М+Е» причины анализируемой проблемы объединяются в следующие группы:
• персонал (men);
• оборудование и инструмент (machines);
• материалы (materials);
• методы (methods);
• среда (environment).

Рис. 4.31. Пример диаграммы Исикавы, построенной по принципу «4М+Е»
Приведенный на рис. 4.31 пример диаграммы Исикавы рекомендуется использовать в качестве типового для анализа и улучшения производственных процессов. На практике это реализуется так:
• типовая диаграмма Исикавы вывешивается на стену в комнате, где происходят совещания рабочей группы по улучшению;
• в ходе мозгового штурма участники группы должны постоянно обращать внимание на типовые группы и причины, что стимулирует их мыслительный процесс, делая его более активным, стимулирует творчество и повышает производительность рабочей группы.
Для других отраслей бизнеса или других типов бизнес-процессов, например управленческих, можно и нужно разработать свои принципы структуризации проблемы с целью повышения эффективности работ по анализу и улучшению деятельности. На рис. 4.32 приведен пример диаграммы Исикавы, разработанный для анализа проблемы недостаточного количества клиентов в одной телекоммуникационной компании.

Рис. 4.32. Пример диаграммы Исикавы, разработанной в телекоммуникационной компании по принципу «2М+2С+Р+Е»
На этой диаграмме анализируемая проблема представлена группами причин согласно принципу «2М+2С+Р+Е»:
• персонал (men);
• оборудование и инструмент (machines);
• клиенты (customer);
• конкуренты (competitor);
• продукт (product);
• среда (environment).
В общем случае диаграмму Исикавы можно применять в произвольном, наиболее удобном виде, группируя причины анализируемой проблемы. При этом предметом анализа могут выступать не только проблемы конкретного ключевого показателя или фактора бизнес-процесса, но и проблемы более высоко уровня, включая стратегические. На рис. 4.33 приведен подобный пример анализа группы проблем, связанных с неэффективностью процесса бухгалтерского учета на одном из российских заводов.

Рис. 4.33. Пример диаграммы Исикавы, разработанный для анализа и улучшения процесса бухгалтерского учета производственного предприятия
Сетевые диаграммы проблем
Для анализа сложных проблем высокого уровня применение методики древовидного разбиения является недостаточным, так как построение дерева причин подразумевает, что одна причина имеет только одно следствие. На практике все чаще и чаще встречаются случаи, когда одна причина имеет несколько следствий, а в более сложных случаях возникает обратная связь – следствие начинает влиять на причину. Для графического изображения таких ситуаций рекомендуется использовать сетевые диаграммы проблем (на рис. 4.34).

Рис. 4.34. Сетевая диаграмма проблем
Из рисунка видно, что элементы диаграммы не подразделяются на причины и следствия. Поскольку каждый из них может одновременно являться и причиной, и следствием, то существует только понятие «проблема».
Возникает логичный вопрос: как же в такой ситуации определить главные, корневые проблемы, которые нужно устранять в первую очередь? Для этого рассчитывается степень причинности каждой проблемы: из количества проблем, для которых рассматриваемая является причиной (количество выходных стрелок), вычитают количество проблем, для которых рассматриваемая является следствием (количество входных стрелок). Например, у проблемы «А» 5 выходных стрелок и две входные, т. е. ее степень причинности составляет 5–2=3. Следующей на улучшение, из изображенных на рисунке, будет проблема «Б» – ее степень причинности составляет 3–1=2.
Усложнить эту методику расчета степени причинности и выбора корневых причин можно за счет введения силы влияния или толщины стрелки. Таких модификаций существует несколько и их рекомендуется применять только при крайней необходимости.
На практике часто используется простая модификация метода анализа сложных проблем, примененная компанией, занимающейся торговлей аудио-видео продукцией. В процессе разработки стратегии команда топ-менеджеров компании провела стратегический SWOT– анализ, в ходе которого были сформулированы возможности, угрозы, сильные и слабые стороны компании.
Слабыми сторонами компании являлись стратегические проблемы и для их детального анализа с целью выявления корневых причин, подлежащих первоочередному улучшению, была разработана сетевая диаграмма (см. рис. 4.35).

Рис. 4.35. Сетевая диаграмма стратегических проблем компании, занимающейся торговлей аудио-видео продукцией
По каждой проблеме из сетевой диаграммы была рассчитана степень причинности. Для этого была разработана матрица причинно-следственных связей (см. табл. 4.13). В ходе ее заполнения эксперты – топ-менеджеры компании, устанавливали влияние каждой из проблем, расположенных в строках, на проблемы, расположенные в столбцах, отмечая в соответствующем месте крестиком. Количество крестиков в строке – количество следствий. Соответственно, после заполнения всех строк, количество крестиков в столбце показывало количество причин. Диагональ матрицы оставалась незаполненной, так как она соответствовала влиянию проблемы самой на себя. Разница между количествами следствий и причин являлась степенью причинности проблемы.
В табл. 4.14 приведен перечень проблем, ранжированных по количеству следствий, причин и степени причинности. В результате этой работы было принято решение: организовать проекты по устранению проблем с наивысшей степенью причинности.
Табл. 4.13. Матрица причинно-следственных связей проблем

Табл. 4.14. Проблемы, ранжированные по количеству следствий и причин

Типовой причинно-следственный анализ несоответствия результатов процесса и требований к нему
Оптимизация бизнес-процесса с помощью рассмотренных в предыдущих разделах методов, может не привести к идеальному результату: в процессе иногда будут происходить сбои, вызванные разными причинами. Существование регламентирующего документа, фиксирующего ответственность, нормативные сроки и прочие показатели выполнения процесса, согласованного со всеми его участниками, уменьшит, но не исключит сбои полностью. Например, в компании, занимающейся торговлей аудио-видео продукцией, уменьшенный до 8 часов срок поставки «новинок» на торговые точки, соблюдался только в 70 % случаев. Даже, несмотря на наличие регламента.
Безусловно, одной из причин этого является человеческий фактор. Люди могут нарушать договоренности, не выходить на работу из-за болезни и т. д., поэтому полностью избежать сбоев путем применения описанных методов невозможно. Второй распространенной причиной несоответствия фактических параметров процесса требуемым является неэффективная автоматизация, допускающая потерю и искажение информации.
Дальнейшее совершенствование бизнес-процесса возможно только в случае выявления системных причин сбоев. Для этого наилучшим образом подходят семь простых «японских» инструментов качества и, в частности, метод причинно-следственного анализа. Практика реализации проектов по улучшению бизнес-процессов в российских компаниях показала, что наиболее часто причинами несоответствий являются следующие факторы:
1. Неоптимальная оргструктура и распределение ответственности в процессе. Существование организационной фрагментарности, характеризующейся большим количеством организационных разрывов, что часто усугубляется отсутствием их формализации.
2. Неразвитая и неэффективная информационная система, поддерживающая бизнес-процесс. Существует информационная фрагментарность, характеризующаяся большим количеством информационных разрывов и использованием в процессе различных несвязанных друг с другом информационных систем.
3. Использование бумажного документооборота, многократного учета одной и той же информации, что приводит к искажению, потере и удорожанию информации.
4. Отсутствие формализованного обмена информацией, широкое распространение устного способа передачи информации со всеми присущими ему недостатками.
5. Отсутствие стандартизации в сборе и передаче информации, дублирование, сложность, избыточность и одновременная недостаточность форм документов, используемых в бизнес-процессе.
6. Отсутствие достаточного и эффективного контроля исполнения процесса или отсутствие взаимосвязи результатов контроля с системой мотивации и оплаты труда его исполнителей.
Первые две причины (см. рис. 4.36) обусловлены наличием в бизнес-процессах организационных и информационных разрывов, приводящих к большой организационной и информационной фрагментарности. Третья и четвертая причины – использованием в процессе бумажных носителей и устной информации. Пятая и шестая причины вызваны использованием не стандартизированного сбора и передачи информации и отсутствием в процессе точек контроля.
В примере компании, занимающейся торговлей аудио-видео продукцией, анализ причин невыполнения нормативных сроков поставки продукции в 30 % случаях выявил наличие неоптимальной организационной структуры, не обеспечивающей поддержку процесса должным образом. Контрольная диаграмма количества нарушений показала, что периодически имеет место резкий скачок их числа, что свидетельствует о существовании особой причины.

Рис. 4.36. Ключевые причины несоответствий в бизнес-процессе
В ходе дальнейшего анализа такая причина была установлена. Ей оказались периодические командировки генерального директора компании. В эти моменты компания оказывалась лишенной человека, координирующего этапы сквозного процесса. Рассмотрение этого примера будет продолжено в следующей главе.
Устранение причин несоответствия (см. рис. 4.35) или минимизация степени их влияния на бизнес-процессы осуществляется путем реализации следующих мероприятий:
• оптимизации оргструктуры, уменьшения организационных разрывов и фрагментарности бизнес-процессов;
• построения эффективной информационной системы, уменьшения информационных разрывов и фрагментарности бизнес-процессов;
• внедрения системы электронного документооборота и минимизации использования бумажных носителей информации;
• формализации деятельности и минимизации использования устной информации;
• стандартизации, упрощения и улучшения форм сбора и передачи информации;
• построения эффективной системы контроля процессов, связанной с системой мотивации и оплаты труда ее исполнителей.
Далее будут рассмотрены методы, направленные на минимизацию и устранение четвертой, пятой и шестой причин несоответствия фактических и требуемых результатов процесса. Первые три причины, технологии и методы их устранения будут подробно рассмотрена в следующей главе, посвященной вопросам построения и совершенствования организационной структуры предприятия.