Текст книги "Основы кибернетики предприятия"
Автор книги: Джей Форрестер
сообщить о нарушении
Текущая страница: 19 (всего у книги 33 страниц)
Темп потока заказов, направленных в производственные подразделения RMOF, по сути дела определяется той частью требований, которая не может быть удовлетворена за счет запасов:
 ,
,
14-11, R
где
RMOF – темп требований, удовлетворяемых производством (единицы в неделю);
FRFIF – часть требований, удовлетворяемых из запаса (безразмерная величина);
RCF – требования в процессе оформления на заводе (единицы);
DCPF – запаздывание оформления требований на заводе (недели).
Чтобы завершить этот параграф, нам необходимо определить ту часть заказов FRFIF, которая может быть выполнена за счет запаса. По существу, эта величина является переменной, связанной с агрегированным потоком заказов на все виды выпускаемой фирмой продукции (количество различных видов продукции в рассматриваемом примере составляло несколько тысяч). Вообще говоря, мы можем ожидать, что чем меньше будет запас, тем больше будет различаться величина FRFIF для разных видов продукции. Очевидно, что по мере сокращения запасов все большая часть потока входящих заказов будет направляться в производство, вместо того чтобы быть выполненной за счет запасов.
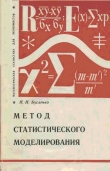
На рис. 14-7 представлена одна из возможных зависимостей между величиной FRFIF и уровнем запасов; характер этой зависимости определяется следующими соображениями. Некоторые виды продукции настолько специфичны, что их никогда не изготовляют в запас. Следовательно, уже по этой причине должен существовать верхний предел рассматриваемой величины CMFIF, которую не может превышать доля заказов, удовлетворяемых за счет запасов. Следующей важной характеристикой приведенной зависимости является часть заказов CNFIF, которая в нормальных условиях может быть удовлетворена за счет запасов, когда эти запасы находятся на некотором определенном уровне. Мы можем рассматривать величину CNFIF как такую часть требований, которую при нормальных условиях мы могли бы удовлетворять за счет запасов. Эта величина будет всегда меньше максимальной величины CMFIF. Другими словами, запасы как бы оказываются неоправданно высокими.

Рис. 14-7. Требования, выполняемые за счет запасов.
На рис. 14-7 по оси абсцисс отложено безразмерное отношение действительной величины запаса к желательной его величине CINF, которая соответствует «нормальному» разделению общего потока требований на части, удовлетворяемые за счет запаса и производства.
Рис. 14-7 показывает, что при возрастании полного агрегированного запаса рассматриваемая часть требований FRFIF возрастает медленно, приближаясь к предельному значению CMFIF, отображающему требования на те детали, которые могут быть найдены на складе. При сокращении запасов величина FRFIF вначале уменьшается медленно, а затем, по мере приближения запасов к нулю, все быстрее и быстрее. При запасе, равном нулю, ни одно из требований не может быть удовлетворено за счет запасов. Система устроена так, что в этом случае все требования будут направлены в производство.
Следует отметить, что, согласно рис. 14-7, величина рассматриваемой части требований FRFIF зависит только от уровня запасов и не зависит, например, от темпа поступления требований RRF. Это, вообще говоря, справедливо лишь при некоторых определенных условиях. В частности, в том случае, если на складах постоянно поддерживается определенный разумный уровень всех видов выпускаемых фирмой деталей, то существует определенная вероятность того, что вновь поступивший заказ будет удовлетворен за счет запасов; эта вероятность будет в некоторой мере зависеть от ранее выполненных поставок. При этом предполагается, что средний объем каждого отдельного требования не изменяется; это значит, что деловая активность возрастает за счет поступления новых заказов, а не за счет увеличения размера заказов.
Зависимость, показанная на рис. 14-7, может быть отображена в модели двумя способа-Ми. Ряд значений величины FRFIF может быть определен для нескольких различных уровней запасов, а значения этой величины для промежуточных значений уровней могли бы быть найдены с помощью интерполирования. Кроме того, мы можем аппроксимировать кривую рис. 14-7 некоторой аналитической зависимостью. В этом последнем случае часть требований, которая удовлетворяется за счет запасов, будет выражаться уравнением, имеющим следующий вид:
 ,
,
14-12, A
где
FRFIF – часть общего числа требований, удовлетворяемая из запасов завода (безразмерная величина);
CMFIF – константа, максимальная часть общего числа требований, которая может быть удовлетворена за счет запасов завода (безразмерная величина);
С1 – константа, выбираемая в зависимости от формы кривой, представленной на рис. 14-7, и выбранной исходной точки (безразмерная величина);
IAF – действительный запас на заводе (единицы);
CINF – константа, необходимый запас на заводе, при котором обеспечивается равенство величин FRFIF и CNFIF (единицы).
Согласно уравнению 14–12, при IAF, стремящемся к нулю, показатель степени экспоненты стремится также к нулю, и последний член уравнения становится равным единице. Следовательно, правая часть уравнения оказывается равной (1–1), то есть величина FRFIF равна нулю. При неограниченном увеличении IAF экспоненциальный член в 14–12 стремится к нулю и FRFIF становится равным CMFIF, что и следовало ожидать. Экспоненциальная функция подобного вида имеет одну степень свободы, определяемую возможностью выбора постоянной С1. Постоянную С1 следует выбирать таким образом, чтобы кривая проходила через точку, соответствующую величине CNFIF на рис. 14-7, когда запасы равны заданной величине CINF[90].
 ,
,
14-13, N
где
C1 – константа, выбранная в зависимости от формы кривой, представленной на рис. 14-7 (безразмерная величина);
CMFIF – константа, максимальная часть общего числа требований, удовлетворяемых за счет запасов завода (безразмерная величина);
CNFIF – константа, нормальная часть требований, удовлетворяемых из запасов завода (безразмерная величина).
Уравнение 14–13 является уравнением начальных условий, определяющим величину постоянной С1, при которой кривая рис. 14-7 пройдет через желаемое значение величины CNFIF. При этом необходимо следить за тем, чтобы величина CNFIF была меньше, чем CMFIF.
В результате анализа структуры складских запасов и величины той части заказов, которую целесообразно удовлетворять за счет запасов, мы установили, что максимальное значение этой части заказов, CMFIF, равно 0,8, а соответствующее нормальное значение величины CNFIF, при которой покупатели обслуживаются достаточно равномерно, составляет 0,7.
График на рис. 14-7 был построен в предположении, что в установившихся условиях работы системы желательно, чтобы величины IAF и CINF были равны между собой и, следовательно, чтобы имело место равенство величин FRFIF и CNFIF. Это действительно так, ибо такое равенство вытекает из определения величины CNFIF. Соответственно величина C1NF является постоянной, значение которой должно быть равно величине начального запаса при установившихся условиях работы системы:
CINF=IAF,
14–14, N
где
CINF – константа, необходимый запас на заводе, при котором обеспечивается равенство величин FRFIF и CNFIF (единицы);
IAF – действительный запас на заводе (единицы).
На этом мы заканчиваем рассмотрение той части модели, которая связана с входящими заказами, заказами на поставки из запасов и заказами покупателей, направляемыми на завод.
14.4.2. Заказы на возмещение запаса
Схема принятия решения о выдаче заказа с целью возмещения запаса представлена на рис. 14-8.

Рис. 14-8. Заказы на возмещение запасов.
В рассматриваемой ситуации отсутствовали формально записанные правила, определяющие процедуру выдачи заказов с целью возмещения запасов. Однако анализ бесед и обсуждений со специалистами, связанными с этой проблемой, позволил выявить три главных фактора, обусловливающих правила возмещения запасов. Первый фактор – это средний темп сокращения запасов в связи с поставками покупателям. Второй фактор – регулирование фактического запаса с целью приведения его в соответствие с желательным уровнем. Третьим фактором является выявление числа заказов, направляемых на возмещение запасов и находящихся в производстве, и времени производства продукции по этим заказам.
В этом случае решение о возмещении запаса формулируется как типичное изолированное решение в области управления запасами, при принятии которого не принимается во внимание тот эффект, который оно может оказать на динамику всей системы. В следующей главе мы покажем влияние, оказываемое подобными руководящими правилами, и некоторые возможные пути их изменения. При принятой здесь формулировке модели целью регулирования запасов является их увеличение при росте среднего темпа продаж. Решения о выдаче заказов на возмещение запасов будут соответствовать обычной практике руководителей складского хозяйства и сбытовых организаций выдавать заказы с опережением в ответ на увеличение запаздывания поставок заводом. Приводимое ниже уравнение связывает ряд факторов аналогично тому, как это было сделано выше при выводе уравнения 13-9, описывающего процесс размещения заказов:
 ,
,
14-15, A
где
MOITF – проверяемый темп производственных заказов на возмещение заводского запаса (единицы в неделю);
ASIF – средняя отгрузка продукции из запасов завода (единицы в неделю);
TIAF – время регулирования запасов на заводе (недели);
IDF – желательный запас на заводе (единицы);
IAF – действительный запас на заводе (единицы);
0INF – заказы, необходимые для возмещения запасов на заводе (единицы);
0IAF – действительное число заказов на возмещение запасов на заводе (единицы).
Первый член в правой части этого уравнения представляет среднее значение темпа отгрузки продукции из запаса ASIF. Использование величин, усредненных в течение короткого промежутка времени, более удобно и реалистично по сравнению с методом, рассмотренным при решении уравнения 13-9, когда использовались текущие, мгновенные, действительные значения темпов отгрузки товаров, хотя в действительности у нас нет оснований считать, что эти методы могут привести к существенно различным результатам. Выражение в круглых скобках правой части уравнения 14–15 дает сумму двух разностей: первой – между желательным и действительным уровнем запасов и второй – между необходимым и действительным числом заказов на возмещение запасов, находящихся в производстве. Разница между желательными и действительными величинами компенсируется посредством дополнительных еженедельных заказов, равных определенной части от этой разницы, определяемой значением постоянной времени регулирования TIAF. Численное значение величины TIAF, которая определяет скорость регулирования, в рассматриваемом примере принято равным шести неделям.
Уравнение 14–15 является скорее вспомогательным, чем уравнением темпов, ибо оно эмпирическое. Главная его задача – предотвратить возникновение отрицательного потока заказов заводу. Действительный, реальный темп выдачи производственных заказов устанавливается в результате следующего сопоставления его с проверяемой величиной этого темпа, определяемой по уравнению 14–15.

где
MOIF – производственные заказы на возмещение запаса на заводе (единицы в неделю);
MOITF – проверяемый темп производственных заказов на возмещение заводского запаса (единицы в неделю).
Для преобразования текущего значения темпа поставок из запасов в среднюю величину этого темпа можно воспользоваться обычным уравнением показательного усреднения первого порядка, аналогично тому, как это было сделано в уравнении 14–15:
 ,
,
14-17, L
ASIF=RFIF,
14-18, N
где
ASIF – средняя отгрузка продукции из запасов завода (единицы в неделю);
TASIF – время усреднения этих отгрузок (недели);
SIF – отгрузка продукции из запасов завода (единицы в неделю);
RFIF – темп требований, удовлетворяемых из запаса завода (единицы в неделю).
Усредненный темп поставок из запаса должен отражать отгрузки, выполненные в самое последнее время. Следовательно, нужно брать короткие промежутки усреднения; в нашем случае величина TASIF принята равной двум неделям.
Согласно уравнению 13-7 и как это подчеркивалось ранее при рассмотрении руководящих правил, целью регулирования запасов является поддержание их на уровне, пропорциональном средним продажам:
IDF.K=(CIRF)(RSF.K),
14–19, А
где
IDF – желательный запас на заводе (единицы);
CIRF – коэффициент относительного запаса на заводе (недели);
RSF – усредненный темп требований (единицы в неделю).
В нашем конкретном примере принимается такая величина запаса, чтобы за его счет можно было бы осуществлять поставки в течение 4 недель (CIRF=4 недели), хотя во многих случаях запас может быть существенно большим.
Уравнение 14–19 требует определения среднего уровня продаж. Его значение может быть получено путем, аналогичным рассмотренному в уравнении 13-8:
 ,
,
14-20, L
RSF=RRF,
14-21, N
где
RSF – усредненный темп требований (единицы в неделю);
TRSF – время усреднения требований на заводе (недели);
RRF – темп поступления требований на завод (единицы в неделю).
Такое усреднение темпа входящих заказов было необходимо из-за значительных колебаний величины потока требований от недели к неделе. Прежде чем принимать решения, следует определить усредненные значения и для других подобным образом изменяющихся потоков. Усреднение может осуществляться как обычным формальным способом, так и быть интуитивным или психологическим усреднением, производимым на основе располагаемой информации. Уравнение 14–20 показывает, что в течение каждой недели определенная часть разности между значениями текущих и средних продаж используется для корректировки уровня средних продаж. В установившихся в среднем условиях темп продаж будет равен темпу поступающих требований RRF, как это дано в уравнении 14–21.
В данном примере время усреднения TRSF было принято равным 15 неделям.
Нормальное число заказов на возмещение запасов, продукция по которым находится в стадии изготовления, должно равняться средней величине темпа отгрузки продукции, умноженной на время производственного запаздывания, характерного для изготовления деталей в запас:
OINF.K=(ASIF.K)(DMIF.K),
14–22, А
где
0INF – заказы, необходимые для возмещения запасов на заводе (единицы);
ASIF – средняя отгрузка продукции из запасов завода (единицы в неделю);
DMIF – запаздывание (переменное) изготовления продукции для возмещения запасов на заводе (недели).
Действительное число выполняемых производством заказов 0IAF, предназначенных для пополнения запаса, равно сумме заказов, к выполнению которых производство еще не приступило, и числа заказов, уже находящихся в производстве:
OIAF.K=BLIF.K+OPIF.K,
14–23, А
где
OIAF – действительное число заказов на возмещение запасов на заводе (единицы);
BLIF – портфель не начатых производством заказов для возмещения запаса (единицы);
OPIF – заказы на возмещение запаса в процессе производства на заводе (единицы).
На этом можно завершить рассмотрение вопроса о выдаче заказов с целью возмещения запасов и приступить к изучению производственного подразделения фирмы.
14.4.3. Производство
Деятельность производственных подразделений фирмы представлена здесь двумя потоками: потоком продукции' для пополнения запаса и потоком продукции, идущей непосредственно на удовлетворение заказов покупателей. В реальном производстве эти два потока взаимно переплетаются; однако в модели они будут нами рассматриваться отдельно, с тем чтобы выявить необходимые переменные, характеризующие каждый из этих потоков. Соответственно на рис. 14-9 показаны два портфеля невыполненных заказов и два производственных запаздывания. Поскольку в моделируемом процессе оба вида заказов смешаны воедино, то мы на первой стадии исследования не можем отдать предпочтения выполнению ни одного из этих видов заказов. В следующей, 15-й главе будет рассмотрено несколько альтернативных правил управления, в которых будет отдан приоритет выполнению заказов покупателей.
Первое уравнение определяет портфель не начатых производством заказов на пополнение запаса.
BLIF.K=BL1F.J+(DT)(M0IF.JK – BLIRF.JK),
14-24, L
BLIF= (RFlF)(DNBLF),
14–25, N
где
BLIF – портфель не начатых производством заказов на возмещение запаса (единицы);
MOIF – производственные заказы на возмещение заводского запаса (единицы в неделю);
BLIRF – темп уменьшения портфеля не начатых производством заказов на возмещение запаса на заводе (единицы в неделю);
RFIF – темп требований, удовлетворяемых из запасов завода (единицы в неделю);
DNBLF – запаздывание в нормальном портфеле заказов на заводе (недели).
Уравнение 14–25 определяет исходное число не начатых производством заказов на пополнение запаса как произведение установившегося потока заказов, удовлетворяемых из запасов RFIF, и нормальной продолжительности нахождения заказа в портфеле не начатых производством заказов DNBLF (численное значение этой величины приводится после уравнения 14–67).
Аналогичное уравнение может быть записано для задолженности по работам, выполняемым с целью непосредственного удовлетворения требований покупателей:
BLCF.K=BLCFJ+(DT)(RMOF.JK– PCOF.JK),
14–26, L
BLCF=(RRF – RFIF)(DNBLF),
14–27, N
где
BLCF – портфель не начатых производством заказов покупателей (единицы);
RMOF – темп поступления требований покупателей на завод (единицы в неделю);
PCOF – производство продукции по заказам покупателей (единицы в неделю);
RRF – темп поступления требований на завод (единицы в неделю);
RFIF – темп требований, удовлетворяемых из запасов завода (единицы в неделю);
DNBLF – запаздывание в нормальном портфеле заказов на заводе (недели).
Теперь необходимо отобразить распределение производственного персонала по каждому из потоков заказов. В нормальных условиях оба портфеля заказов были смешаны, то есть не отдавалось какого-либо приоритета ни одному из рассматриваемых потоков. Это означает, что распределение рабочей силы производилось пропорционально имевшемуся в каждом из потоков числу не начатых производством заказов. Следовательно, именно таким и должен был быть образ деятельности в нормальной ситуации. Однако могут возникнуть такие промежутки времени, в течение которых имеющийся производственный персонал может произвести большее количество продукции по сравнению с числом заказов в портфеле в этот период. В подобных случаях число не начатых производством заказов не должно стать отрицательным, наоборот, часть рабочей силы переключается на производство с целью накопления запасов.

Приводимые ниже уравнения описывают распределение рабочей силы с учетом приведенных соображений.
Первое уравнение определяет суммарный располагаемый портфель заказов:
BLTF.K=BLIF.K+BLCF.K,
14–28, А
где
BLTF – общий портфель невыполненных заказов на заводе (единицы);
BLIF – портфель заказов на предприятии на возмещение запасов (единицы);
BLCF – портфель заказов покупателей на заводе (единицы).
Задолженность по заказам не должна сокращаться ниже некоторой величины, эквивалентной минимальному времени подготовки заказов к запуску в производство. Это минимальное запаздывание в портфеле невыполненных заказов определяет максимально возможный темп запуска заказов в производство, что в свою очередь определяет максимальную численность рабочих, которые могут быть эффективно использованы при данном запуске. Любое превышение этого количества рабочей силы приведет к изготовлению продукции, превышающей заказанную для пополнения запаса:
 ,
,
14-29, A
где
MMBLF—максимальная численность рабочих, необходимых для изготовления продукции в соответствии с портфелем заказов на заводе (человек);
BUFF – общий портфель заказов на заводе (единицы);
DMBLF—минимальное запаздывание в портфеле заказов на заводе (недели);
CPLF – константа, производительность труда на заводе (единицы за человеко-неделю).
В приведенном уравнении взято отношение общей задолженности по заказам к минимальному запаздыванию в портфеле не начатых производством заказов, необходимому для подготовки их запуска в производство. Это отношение определяет максимальный темп, с которым заказы могут поступать в производство. Затем этот темп делится на величину производительности труда с тем, чтобы определить максимальную численность рабочих, которые могут быть использованы для изготовления продукции по поступившим заказам.
Минимальное время подготовки заказов к запуску в производство DMBLF в нашем примере составляет одну неделю; производительность труда CPLF, которая не оказывает влияния на динамику системы, мы приняли равной 22/3 единицы в человеко-неделю.
Численность рабочих, привлекаемых к изготовлению продукции в соответствии с портфелем заказов, должна быть либо меньше располагаемой, либо меньше допустимой (как это определено уравнением 14–29):
 ,
,
14-30, A
где
MBLF – численность рабочих, изготовляющих продукцию в соответствии с портфелем заказов (человек);
MENPF – численность рабочих на заводе (человек);
MMBLF – максимальная численность рабочих, необходимых для изготовления продукции в соответствии с портфелем заказов на заводе (человек).
Численность рабочих, которые должны быть привлечены к работам по сокращению портфеля заказов, будет пропорциональна размерам этого портфеля. Общее количество рабочих делится на две части, каждая из которых пропорциональна соответственно заказам на возмещение запасов и заказам покупателей:
 ,
,
14-31, A
 ,
,
14-32, A
где
FLIF – часть рабочей силы, занятая выполнением заказов на возмещение запасов (безразмерная величина);
BLIF – портфель заказов на возмещение запасов на заводе (единицы);
BLTF – полный общий портфель заказов на заводе (единицы);
FLCOF – часть рабочей силы, занятая выполнением заказов покупателей (безразмерная величина);
BLCF – портфель заказов покупателей на заводе (единицы).
Число рабочих, занятых выполнением заказов покупателей, составляет определенную часть общего числа рабочих и определяется по уравнению 14–32. Это число рабочих, умноженное на производительность труда, определяет темп производства продукции по заказам покупателей:
PCOF.KL=(FLCOF.K)(MBLF.K)(CPLF),
14-33, R
PCOF=RRF – RFIF,
14–34, N
где
PCOF – производство продукции по заказам покупателей (единицы в неделю);
FLCOF – часть рабочей силы, занятая выполнением заказов покупателей (безразмерная величина);
MBLF – численность рабочих, изготовляющих продукцию в соответствии с портфелем заказов (человек);
CPLF – константа, производительность труда на заводе (единицы за человеко-неделю);
RRF – темп поступления требований на завод (единицы в неделю);
RFIF – темп требований, удовлетворяемых из запасов завода (единицы в неделю).
Аналогичное уравнение определяет темп производства по заказам на возмещение запасов. Однако вначале это уравнение будет составлено как вспомогательное, ибо вычисление этой величины необходимо для расчета двух различных темпов.
PIOF.K=(FLIF.K)(MBLF.K)(CPLF),
14–35, А
BLIRF.KL=PIOF.K,
14–36, R
где
PIOF – производство продукции по заказам на возмещение запасов (единицы в неделю);
FLIF – часть рабочей силы, занятая выполнением заказов на возмещение запасов (безразмерная величина);
MBLF – численность рабочих на заводе, изготовляющих продукцию в соответствии с портфелем заказов (человек);
CPLF – константа, производительность труда на заводе (единицы за человеко-неделю);
BLIRF – темп уменьшения портфеля заказов на возмещение запаса на заводе (единицы в неделю).
Действительное общее количество изготовленной продукции, которая направляется в запас, складывается из двух частей: одна изготовлена в соответствии с заказами, другая произведена той избыточной рабочей силой, которая превышает необходимую для производства продукцию в объеме, соответствующем портфелю заказов. Избыток рабочих и темп, в котором они могут выпускать продукцию вначале, будут определены следующими уравнениями:
MEIPF.K=MENPF.K – MBLF.K,
14–37, А
PEIF.K=(MEIPF.K)(CPLF),
14–38, А
где
MEIPF – численность рабочих, производящих избыточный запас продукции (человек);
MENPF – численность рабочих на заводе (человек);
MBLF – численность рабочих, изготовляющих продукцию в соответствии с портфелем заказов на заводе (человек);
PEIF – избыточная продукция, идущая в запас на заводе (единицы в неделю);
CPLF – константа, производительность труда на заводе (единицы за человеко-неделю).
Уравнение 14–37 показывает, имеется ли избыточная рабочая сила сверх необходимой для производства продукции в соответствии с портфелем заказов.
Уравнение 14–38 определяет избыточную продукцию как произведение избыточной рабочей силы на величину производительности труда, которая здесь рассматривается как постоянная величина.
Общее производство продукции, идущей в запас, определяется суммой только что вычисленных двух составляющих:
PIF.KL=PIOF.K+PEIF.K,
14–39, R
PIF=RFIF,
14–40, N
где
PIF – темп запуска в производство продукции, предназначаемой для возмещения запаса на заводе (единицы в неделю);
PIOF – производство продукции по заказам на возмещение запаса на заводе (единицы в неделю);
РЕIF – избыточная продукция, идущая в запас на заводе (единицы в неделю);
RFIF – темп требований, удовлетворяемых за счет запасов на заводе (единицы в неделю).
При формулировке модели мы считаем, что процесс производства состоит из двух этапов. На первом этапе определяется количество используемой рабочей силы, что в свою очередь определяет темп запуска изделий в производство. Содержание второго этапа составляет выпуск продукции, который начинается по истечении времени запаздывания производства (время изготовления), после которого возможно получить готовую продукцию[91]. Если было бы желательно более углубленное и точное изучение этого вопроса, то производство могло бы быть подразделено на большее число отдельных этапов с распределением рабочей силы и выявлением производственных запаздываний по каждому из них.
Уравнения, характеризующие второй этап производства, имеют вид:
OPIF.K=OPIF.J+(DT)(PIF.JK – MIF.JK),
14-41, L
OPIF=(DPF)(RFIF),
14–42, N
MIF.KL=DELAY3(PIF.JK, DPF),
14–43, R
где
OPIF – заказы на возмещение запаса в незавершенном производстве (единицы);
PIF – темп запуска в производство продукции, предназначаемой для возмещения запаса на заводе (единицы в неделю);
MIF – темп выпуска продукции для пополнения запасов (единицы в неделю);
DPF – производственное запаздывание (недели);
RFIF – темп требований, удовлетворяемых из запасов на заводе (единицы в неделю);
DELAY3 – указание на уравнения запаздывания третьего порядка.
Производственное запаздывание в нашем примере отображается как показательное запаздывание третьего порядка, средняя продолжительность которого (DPF) составляет 6 недель.
Аналогично определяется производственное запаздывание выполнения заказов покупателей:
OPCF.K= OPCF.J+(DT)(PCOF.JK – SMOF.JK),
14–44, L
OPCF=(DPF)(RRF – RFIF),
14–45, N
SMOF.KL=DELAY3(PCOF.JK, DPF),
14–46, R
где
OPCF – заказы покупателей в незавершенном производстве (единицы);
PCOF – производство продукции по заказам покупателей на заводе (единицы в неделю);
SMOF – темп отгрузки продукции, изготовленной по заказам покупателей (единицы в неделю);
DPF – производственное запаздывание (недели);
RRF – темп поступления требований на завод (единицы в неделю);
RFIF – темп требований, удовлетворяемых из запасов (единицы в неделю);
DELAY3 – указание на уравнения запаздывания третьего порядка.
Установившийся поток заказов, выполняемых производством по спецификации покупателей, определяется в уравнении 14–45 разностью между общим входящим потоком заказов RRF и потоком заказов, выполняемых за счет запасов RFIF.
Количество основных материалов на заводе определяется темпом их поступления на завод и темпом расходования материалов на производство продукции как в запас, так и по требованиям покупателей:
RMSF.K=RMSF.J+(DT)(RMRF.JK – PIF.JK – PCOF.JK),
14–47, L
RMSF=(RRF)(CRMSF),
17–48, N
где
RMSF – запасы основных материалов на заводе (в эквивалентных единицах)[92];
RMRF – поступление основных материалов на завод (в эквивалентных единицах);
PIF – темп запуска в производство продукции, предназначаемой в запас (единицы в. неделю);
PCOF – производство продукции по заказам покупателей (единицы в неделю);
RRF – темп поступления требований на завод (единицы в неделю);
CRMSF – коэффициент, характеризующий запас материалов на заводе (недели).
Общее запаздывание в производственных подразделениях фирмы играет существенную роль при принятии решений в других частях системы. Запаздывание состоит из двух частей: первая часть определяется временем пребывания заказа в портфеле невыполненных заказов; вторая часть представляет собой действительное производственное запаздывание.
Уравнение 14–49 определяет ожидаемое общее производственное запаздывание при изготовлении продукции в запас как сумму действительного производственного запаздывания и отношения задолженности по заказам к темпу сокращения этой задолженности:
 ,
,
14-49, A
где
DMIF – запаздывание (переменное) выпуска продукции в запас (недели);
DPF – производственное запаздывание (недели);
BLIF – портфель не начатых производством заказов на возмещение запасов на заводе (единицы);
PIOF – производство продукции по заказам на возмещение запасов (единицы в неделю).
Запаздывание выпуска продукции по требованиям покупателей определяется как сумма постоянного действительного производственного запаздывания и переменного запаздывания в портфеле невыполненных заказов:
 ,
,
14-50, A
DMCOF – запаздывание (переменное) выпуска продукции по требованиям покупателей (недели);
DPF – производственное запаздывание (недели);
BLCF – портфель не начатых производством заказов покупателей на заводе (единицы);
PCOF – производство продукции по заказам покупателей (единицы в неделю).
Поскольку мы считаем, что темпы производства пропорциональны размерам портфеля невыполненных заказов и что ни одному из видов заказов не отдается предпочтения, то оба рассмотренных запаздывания будут стремиться к одному и тому же значению.
14.4.4. Заказы на основные материалы
Вначале, рассматривая общие задачи изучения динамики системы, мы отметили, что снабжение материалами не оказывает существенного влияния на решения, связанные с производственной деятельностью. Тем не менее мы включили в модель уравнения, характеризующие снабжение материалами и запаздывания поставок материалов, с тем чтобы отразить потоки денежных средств, расходуемых на приобретение материалов.
Приведенные ниже уравнения, описывающие выдачу заказов на материалы, подобны рассмотренным в главе 13; соответствующая диаграмма потоков представлена на рис. 14–10.