Текст книги "Большая Советская Энциклопедия (ПР)"
Автор книги: Большая Советская Энциклопедия
Жанр:
Энциклопедии
сообщить о нарушении
Текущая страница: 119 (всего у книги 122 страниц)
Прыжов Иван Гаврилович
Прыжо'в Иван Гаврилович [22.9(4.10).1827, Москва, – 27.7(8.8).1885, Петровский Завод, ныне г. Петровск-Забайкальский Читинской области], русский историк, публицист, этнограф. Участник революционного движения 60-х гг. Родился в семье писаря, вольноотпущенного из крестьян. В 1848—50 учился в Московском университете. Занимался этнографией, фольклором, русской историей. Начал печататься в 1860. В 1869 познакомился с С. Г. Нечаевым и стал член организации «Народная расправа»; в том же году был арестован и в 1871 по «процессу нечаевцев» осужден на 12 лет каторжных работ и вечное поселение в Сибири. Отбывал каторгу в Забайкалье, с 1881 жил там же на поселении. П. – автор ряда работ по истории России и Украины, в которых особое внимание уделял народному быту («Нищие на святой Руси», 1862; «История кабаков в России в связи с историей русского народа», 1868). Как историк П. выступал с революционно-демократических позиций, показывал антинародную сущность княжеской и царской власти, подчёркивал значение народных движений. Его работам свойственна атеистическая направленность. Значительная часть работ П. не опубликована.
Соч.: Очерки, статьи, письма, М. – Л. 1934 (лит.).
Лит.: Альтман М. С., И. Г. Прыжов, М., 1932: Мазуркевич А. Р., И. Г. Прыжов. Из истории русско-украинских литературных связей, К., 1958; Цамутал и А. Н., Очерки демократического направления в русской историографии 60—70-х гг. XIX в., Л., 1971.
Прюдон Пьер Поль
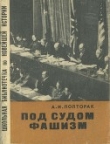
Прюдо'н (Prud'hon) Пьер Поль (4.4.1758, Клюни, – 14.2.1823, Париж), французский живописец и рисовальщик. Учился у Ф. Девожа в Дижоне (до 1780) и в Королевской академии живописи и скульптуры в Париже (до 1783). Посетил Италию (1784—89). Испытал сильное воздействие античного искусства, живописи Леонардо да Винчи и Корреджо . Писал картины и панно (главным образом на мифологические и аллегорические сюжеты, например «Психея, похищаемая Зефирами», 1808, Лувр, Париж), выполнял портреты (четы Антони, 1796, Музей изящных искусств, Дижон, императрицы Жозефины, 1805, Лувр), работал как иллюстратор и литограф. В творчестве П. черты позднего классицизма сочетаются с интимностью, грацией и живописной мягкостью, унаследованными от искусства 18 в.; вместе с тем в ряде произведений, проникнутых экзальтацией или сентиментальностью, П. предвосхищает настроения, свойственные искусству романтизма . Тонкостью и смелой выразительностью светотеневой лепки отличаются рисунки П. (портрет К. Майер, Лувр).
Лит.: Clément Ch., Prud'hon, sa vie, ses oeuvres et sa correspondence, 3 éd., P., 1880; Régamey R., Prud'hon, P., 1928.

П. П. Прюдон. «Правосудие и Возмездие, преследущие Преступление». 1808. Лувр. Париж.
Прюдс
Прюдс (Prydz Bay), залив моря Содружества, омывающий Берег Ларса Кристенсена и Берег Ингрид Кристенсен, шельфовый ледник Эймери (Восточная Антарктида), между 73° и 79° в. д. Открыт и впервые обследован в 1935 норвежской экспедицией К. Микельсона, назван именем главы фирмы, финансировавшей экспедицию. Район преимущественно советских и австралийских исследований. С 1957 на берегу П. действует австралийская научная станция Дейвис. В 1971—74 на побережье залива и в прилегающих районах материка советскими антарктическими экспедициями были выполнены комплексные геолого-геофизические исследования, а также аэрофотосъёмочные и геодезические работы. В 1971 на берегу П. была создана сезонная экспедиционная база «Содружество».
Прюньер Анри
Прюнье'р (Pruniéres) Анри (24.5.1886, Париж, – 11.4.1942, Нантер), французский музыковед. Учился в Сорбонне у Р. Роллана. В 1909—14 преподавал в Школе высших социальных исследований. Был инициатором создания Международного общества музыкознания, президентом французской секции Международного общества современной музыки. Основал журнал «La Revue musicale» (1920, руководил им до 1939). Автор монографий, статей о Ж. Б. Люлли, К. Монтеверди, Л. Росси, Ф. Кавалли и др. Был редактором полного собрания соч. Люлли (т. 1—10, 1931—39, не завершено).
Соч.: L'opéra italien en France avant Lulli, P., 1913; Le ballet de cour en France avant Benserade et Lully, P., 1914; Nouvelle histoire de la musique, v. 1—2, P., 1934—36.
Прядение
Пряде'ние, изготовление пряжи или ровницы на прядильной машине . В широком смысле слова под П. понимают совокупность технология, процессов, составляющих прядильное производство .
Прядильная машина
Пряди'льная маши'на, вырабатывает пряжу из ровницы или ленты ; завершает обработку волокнистого материала в прядильном производстве . По виду используемого волокна различают П. м. для прядения хлопка, лубяных волокон, шерсти, шёлковых отходов. Пряжу из химических волокон получают на машинах для натуральных волокон. Основной для прядения всех видов волокон является кольцевая П. м. непрерывного действия, на которой выполняются утонение полуфабриката и образование ленточки, скручивание её в пряжу и наматывание последней в паковку. На рис. 1 показана схема двусторонней кольцевой П. м. для хлопка. Ровница, сматываемая с катушки, поступает в питающую пару вытяжного прибора . Выходящая из него ленточка скручивается, получаемая пряжа направляется в нитепроводник, проходит через бегунок, надеваемый на кольцо, и затем наматывается па шпулю или патрон, надетые на веретено . Пряжа вырабатывается с коэффициентом крутки 50—140; частота вращения веретён достигает 10—12 тыс. об /мин, диаметр колец 30—60 мм. Зарубежные машины имеют частоту вращения веретён до 15—17 тыс. об /мин. Диаметр колец 30—70 мм. Кольцевые П. м. в основном достигли максимальных показателей по производительности и качеству пряжи.
Созданы П. м. безверетённого прядения, на которых осуществляются дискретизация (разделение на отдельные волокна) питающего продукта, транспортирование дискретного потока волокон, сложение или сгущение их для формирования непрерывного продукта, скручивание в пряжу и её наматывание. Из этих машин наибольшее распространение в промышленности получила пневмомеханическая П. м., разработанная в конце 60-х гг. сов. и чехосл. специалистами. На рис. 2 показана схема пневмо-механического П. м. для хлопчато-бумажного волокна. Лента (или ровница) направляется питающим цилиндром на дискретизирующий (или расчёсывающий) валик, где она разъединяется на отдельные волокна или их группы. Получаемый дискретный поток волокон подаётся воздухом по каналу в быстровращающуюся камеру (30—60 тыс. об/мин ). В жёлобе камеры образуется волокнистая ленточка в результате укладки кольцами потока волокон, т. е. происходит циклическое сложение, дающее выравнивание линейной плотности дискретного потока в 15—20 раз. Вращение камеры обусловливает наложение крутки на участок сформировавшейся ленточки, перемещающийся от внутренней стенки камеры к отверстию направляющей трубки. Готовая пряжа отводится из камеры выпускными валиками и наматывается на бобину. Пряжа вырабатывается с коэффициентом крутки 160—190. По сравнению с кольцевой пневмомеханическая П. м. имеет в 2—3 раза большую производительность при выработке пряжи одинаковой толщины, масса выходных паковок достигает 1,5 кг (паковка аналогичной пряжи с кольцевой П. м. весит 120—140 г), что позволяет в большинстве случаев использовать пряжу непосредственно в ткацком производстве.
Для прядения гребенной пряжи из шерсти и химических волокон созданы П. м. с использованием самокруточного прядения.
Развитие П. м. безверетённого прядения направлено на повышение скорости прядения, усовершенствование дискретизирующих устройств, снижение крутки пряжи при одновременном повышении её прочности, на расширение диапазона толщины вырабатываемой пряжи и автоматизацию съёма готовых бобин. Об истории развития П. м. см. в ст. Прядильное производство .
Лит.: Шерстопрядильное оборудование, М., 1966; Механическая технология волокнистых материалов, М., 1969; Севостьянов А. Г., Шилова Н. И., Безверетенное прядение, М., 1969.

Рис. 2. Схема пневмомеханической прядильной машины: 1 – лента; 2 – питающий цилиндр; 3 – дискретизирующий, или расчесывающий валик; 4 – прядильная камера; 6 – пряжа; 7 – направляющая трубка; 8 – желоб; 9 – канал.

Рис. 1. Схема кольцевой прядильной машины: 1 – катушки с ровницей; 2 – вытяжной прибор; 3 – нитепроводник; 4 – веретено; 5 – бегунок; 6 – кольцо.
Прядильное производство
Пряди'льное произво'дство, совокупность технологических процессов, необходимых для выработки (из относительно коротких волокон) непрерывной нити – пряжи , используемой для изготовления текстильных изделий: тканей, трикотажа, гардин, сетей, шнуров, ниток, канатов и др. Иногда П. п. называют прядением.
В зависимости от вида перерабатываемых волокон различают хлопко-, шерсто-, льнопрядение и т.п. В П. п. волокна, поступающие на переработку, разрыхляются и очищаются, затем из волокон формируется лента, из которой после вытягивания и укрепления (кручения или сучения ) получают ровницу . В дальнейшем из ровницы или из ленты вытягиванием или дискретизацией (разделением) с последующим сложением и кручением вырабатывается пряжа.
Ручное прядение известно с эпохи позднего неолита. Было распространено почти у всех народов, за исключением народов Крайнего Севера, где носили меховые одежды. Древнейшими материалами для прядения были волокна шерсти, льна, конопли, а в некоторых местах и крапивы; в Индии – хлопка. Наиболее примитивный способ прядения заключался в образовании пальцами ленточки из волокон и в сучении её ладонями в отвесном положении или на коленях. Первыми орудиями прядения были ручные гребни для расчесывания волокон и ручные веретёна для скручивания. Волокна, приготовленные для прядения, привязывались к прялке с подставкой (донцем) или прялись непосредственно с гребня. Прялки и пряслица (грузики для веретён) на территории СССР известны по раскопкам со 2-го тыс. до н. э. Первым этапом в усовершенствовании ручного прядения было создание прялки с приводом веретена от вращающегося колеса и изобретение самопрялки, имевшей веретено с рогулькой, что позволяло одновременно скручивать и наматывать пряжу. Самопрялки с ножным приводом известны в Европе с 15 в.
С середины 18 в. начало развиваться машинное прядение. В Великобритании в 1738 была запатентована машина непрерывного (ватерного) прядения с вытяжным прибором (Л. Пауль), на которой осуществлялось вытягивание, кручение и наматывание пряжи; в 1748 сконструирована кардочесальная машина; в 1765 Дж. Харгривсом создана прядильная машина периодического (сельфакторного) прядения, на которой сначала вырабатывались отрезки пряжи определённой длины, а затем шло наматывание. В 1772—79 её усовершенствовали К. Вуд и С. Кромптон (улучшенную конструкцию стали называть мюль-машиной). В 1823—30 была предложена автоматическая прядильная машина периодического действия, а в 1870 – кольцепрядильная машина непрерывного действия. Гребнечесальную машину изобрёл француз Ж. Хейльман в 1845. В России в 1760 Р. Глинков организовал в Серпейске льнопрядильную фабрику, где были установлены созданные им гребнечесальные машины и многоверетённые прядильные машины с механическим приводом; хлопкопрядильная фабрика (Александровская мануфактура близ Петербурга) начала работать в 1799. На этой фабрике в 1833 были изготовлены и внедрены в производство двухзонные вытяжные приборы высокой вытяжки с уплотнителем.
К середине 20 в. кольцевые прядильные машины непрерывного действия вытеснили менее производительные и более сложные машины периодического действия, были созданы вытяжные приборы высокой и экстравысокой вытяжки, а также новые конструкции разрыхлительно-трепальных агрегатов и чесальных машин, усовершенствованы веретёна ровничных и кольцепрядильных машин и т.д. На рис. 1 показаны рабочие органы прядильных машин.
В П. п. различают 3 основных этапа переработки волокон: подготовку волокон к прядению и формирование ленты; предпрядение – получение ровницы; прядение – формирование пряжи. В некоторых случаях первые этапы объединяются (аппаратная система прядения) или исключается 2-й этап, а пряжа производится непосредственно из ленты (безровничное прядение).
Подготовка волокон к прядению начинается с разрыхления (разделения на мелкие клочки) спрессованного сырья при помощи игл, колков, зубьев и др. рабочих органов питателей, рыхлителей, разрыхлителей и др. машин. Очистка волокон от примесей производится главным образом механическим способом в трепальных машинах (возможны также аэродинамические и электропневматические способы). Разрыхление обычно сопровождается очисткой волокон, а очистка (трепание ) – разрыхлением. В шерсто– и льнопрядении трепание – основной процесс, при котором волокнистая масса одновременно разрыхляется и очищается.
Для равномерного распределения в смеси волокон различного вида, т. е. для придания материалу одинаковых свойств, волокна смешиваются. В П. п. применяются организованный способ смешивания (продольное сложение слоев, потоков, лент и т.п.) и неорганизованный, или случайный (распределение волокон в результате ворошения – перемешивания). Смешивание осуществляется в спец. смешивающих машинах, а неорганизованное смешивание – также в разрыхлительных машинах как сопутствующий процесс.
Разрыхлительные, трепальные и смешивающие машины агрегатируются, образуя разрыхлительно-трепальную установку в хлопкопрядении, или объединяются в поточную линию в шерсто– и льнопрядении.
Затем обрабатываемый материал подвергается чесанию (см. Чесание волокнистых материалов ), в результате которого волокна разъединяются и окончательно очищаются от мелких и цепких примесей и пороков. Различают 2 основные метода чесания: кардочесание, при котором волокна подвергаются воздействию игл или зубьев рабочих органов шляпочной или валичной чесальной машины (см. Кардолента ), и гребнечесание, которое осуществляется на гребнечесальных машинах .
В результате кардочесания образуется тонкий слой мало распрямленных и слабо ориентированных волокон (ватка-прочёс), который на тех же чесальных машинах формируется в ленту. После гребнечесания получается ватка-прочёс, состоящая из более длинных и хорошо распрямленных ориентированных волокон.
Этап подготовки волокон в П. п. завершается на ленточных машинах вытягиванием ленты до заданной тонины и сложением её. При вытягивании, обычно осуществляемом механическим вытяжным прибором, лента в результате смещения волокон утоняется, волокна при этом распрямляются, разъединяются и ориентируются. В процессе сложения лент отдельные участки их складываются в самых разнообразных комбинациях, что обусловливает выравнивание продукта. Для получения эффективного распрямления и смешения волокон процессы вытягивания и сложения повторяются 2—3 раза. Наиболее эффективно выравнивание толщины ленты с помощью автоматического регулятора, который изменяет размеры вытяжки в вытяжном приборе в зависимости от толщины входящей в прибор лепты.
Прядение непосредственно из ленты на кольцевых прядильных машинах не получило широкого распространения, т.к. в этом случае конструкция вытяжных приборов машин усложнялась. Поэтому на этапе предпрядения из ленты вырабатывается ровница. На ровничных машинах осуществляются процессы вытягивания и кручения (или сучения) ленты, а также наматывание ровницы на катушку. Кручение придаёт ровнице необходимую прочность и осуществляется с помощью рогульчатого веретена. Интенсивность кручения характеризуется круткой  , где nв – частота вращения веретена; uвц – скорость выпуска ровницы из вытяжного прибора. Процесс сучения осуществляется на ровничных машинах шерстопрядильного производства.
, где nв – частота вращения веретена; uвц – скорость выпуска ровницы из вытяжного прибора. Процесс сучения осуществляется на ровничных машинах шерстопрядильного производства.
На последнем этапе П. п. – прядении, ровница вытягивается до тонины пряжи в вытяжных приборах, скручивается, т. е. превращается в пряжу, из которой формуется паковка (початок). Кручение и наматывание пряжи ведётся крутильно-мотальным механизмом, включающим веретено, кольцо и бегунок. Перспективны безверетённые способы прядения, обеспечивающие увеличение производства в 2—3 раза. При таком прядении процессы кручения и наматывания осуществляются самостоятельными рабочими органами (рис. 2 ). Учитывая вид сил, действующих на волокна, различают следующие способы безверетённого прядения: пневмомеханический, вихревой и электромеханический.
Например, при пневмомеханическом прядении дискретизированные волокна струей воздуха подаются в быстро вращающуюся камеру, где отбрасываются на сборную поверхность (жёлоб) камеры, образуя ленточку, которая выводится из камеры и наматывается на бобину. Кручение пряжи происходит в результате вращения камеры. Для производства гребенной пряжи из шерсти, используется безверетённое самокруточное прядение. При формовании самокруточной пряжи осуществляется вытягивание продукта (ровницы или ленты) в вытяжном приборе; реверсивное кручение ленточек в крутильном устройстве; самоскручивание при продольном соединении 2 продуктов, имеющих крутку периодически меняющегося направления; наматывание пряжи.
В зависимости от свойств перерабатываемого волокна и требуемых свойств пряжи применяется несколько систем прядения, которые отличаются главным образом видом чесания.
Кардная система прядения (кардочесальные машины) используется для производства пряжи средней и большой линейной плотности из однородных волокон средней длины, например средневолокнистого хлопка, химических волокон, коротковолокнистого льна и очёсов.
Гребенная система (кардочесальные и гребнечесальные машины) применяется при получении гребенной пряжи малой и средней линейной плотности из длинных относительно равномерных волокон и смесей, например длинноволокнистого хлопка, равномерной по длине шерсти, очёсов льна, химических волокон, отходов шёлка. По гребенной системе без кардочесания изготовляют пряжу малой и средней линейной плотности из наиболее длинных однородных волокон, например длинноволокнистого льна, пеньки, отходов шёлка и самой длинной шерсти.
Аппаратная система, характеризующаяся применением 2—3 переходов валичных чесальных машин и отсутствием ленточных и ровничных машин, предназначается для изготовления пряжи большой линейной плотности из коротких и неравномерных волокон различных видов и их смесей, например короткой и неравномерной по длине шерсти, коротковолокнистого хлопка, химических волокон. Такая пряжа более рыхлая, пушистая и неравномерная, чем кардная.
Штапельная система используется при производстве пряжи из жгута элементарных химических нитей. В этой системе отсутствуют процессы разрыхления, трепания и чесания. Лента формируется на штапелирующих машинах из волокон, образующихся при разрезании или разрыве нитей. В однопроцессной штапельной системе пряжа образуется на прядильной машине, на которой осуществляются штапелирование, вытягивание ленточки, кручение и наматывание пряжи. Если штапелирование ведётся на ровничной машине, а пряжа вырабатывается из ровницы на кольцепрядильной машине, то система называется двухпроцессной штапельной. Текстурированную (высокоэластичную) пряжу получают на кардной или гребенной системе из смесей разноусадочных химических волокон. Меланжевая пряжа изготовляется из смеси разноокрашенных волокон. Кручёная пряжа производится на прядильно-крутильных машинах или крутильных машинах.
Технологический режим работы машин П. п. регламентируется планом прядения и зависит от свойств перерабатываемого сырья, назначения пряжи и характеристик машин. В план прядения включаются важнейшие технологические параметры: линейная плотность выходящего продукта, крутка и вытяжка, число сложений и т.д.
Дальнейшее совершенствование П. п. связано с созданием высокопроизводительных машин и поточных линий, использованием оптимального объёма паковок и автоматизацией их съёма и транспортировки, применением централизованного контроля режима работы машин и характеристик продукта, внедрением автоматизированной системы управления технологическими процессами.
Лит.: Васильев Н. А., Вопросы теории прядения, М. – Л., 1932; Канарский Н. Я., Эфрос Б, Е., Будников В, И., Русские люди в развитии текстильной науки, М., 1950; Зотиков В. Е., Будников И. В., Трыков П. П., Основы прядения волокнистых материалов, М., 1959; Механическая технология волокнистых материалов, М., 1969; Расчет и конструирование машин прядильного производства, М., 1969; Севостьянов А. Г., Шилова Н. И., Безверетённое прядение, М., 1969.
А. Г. Севостьянов.

Рис. 2. Безверетённые способы прядения: а – с однозонным кручением; б – самокруточное с двухзонным кручением; 1 – дискретизирующее устройство; 2 – крутильно-формирующее устройство; 3 – вытяжной прибор; 4 – крутильное устройство.

Рис. 1. Рабочие органы прядильных машин: 1 – разрыхлительный валик; 2 – колковый валик; 3 – колосниковая решетка; 4 – ножевой барабан; 5 – планочное трепало; 6 – игольчатое трепало; 7 – игольчатая решётка; 8 – барабан; 9 – съёмный гребень; 10 – валик; 11 – игольчатый барабан; 12 – 15 – ремни; 16 – верхний гребень; 17 – гребенный барабанчик; 18 – щётка; 19 – гребенное полотно; 20 – гребень; 21 – веретено; 22 – бобина; 23 – накатный валик; 24 – уплотнитель; 25 – нитепроводник; 26 – бегунок.