Текст книги "Спичке – сто лет"
Автор книги: Борис Андреев
сообщить о нарушении
Текущая страница: 3 (всего у книги 3 страниц)

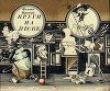
Рпс. 25. Делительный станок
В лущильном отделении мы видим щепальные машины для коробочной драни. Они в общем очень похожи на подобные же машины для соломки, разница лишь та, что в них выходит более тонкая и других размеров лента. В одних машинах широкая лента, ползущая от чурака, режется резцами на полосы для наружных частей коробки (корпусков), в других – для боковых частей внутреннего ящичка (кольчиков), в третьих – для донышков последнего.
– Выньте коробочку спичек, – говорит нам инженер, – снимите с нее корпусок, надрежьте ногтем оклеивающую его бумагу, где один бочок заходит за другой, и разверните корпусок. Вы видите, что здесь для лучшего сгибания сделаны надрезы до середины стружки. Эти надрезы делают резачки щепальной машины. Такие же надрезы есть и на кольчиковой ленте…
Клади коробочных лент передают к делительным станкам (рис. 25). Их ножи ходят вверх и вниз и режут стружку на драночки необходимой ширины: одни станки дают дранку пошире – по длине коробки (для корпусков и донышков), другие узкую – по высоте внутренней (для кольчиков). При этом каждый станок можно установить на производство любой из этих дранок.
Быстро растут горки щепы, ее набивают в небольшие ящики или лотки: в одни – корпусную, в другие – кольчиковую, в третьи – донышковую и отправляют в коробкоклеильное отделение.
Мы останавливаемся здесь перед машиной для клейки корпусков (рис. 26) и невольно любуемся ее красивой четкой работой.

Рис. 26. Коробкоклеильная машина для корпусов
Работница заполняет корпусной стружкой магазин машины А и клейстером – клейстеренку С. Толкач выталкивает нижний листок стружки из магазина, и он попадает на вращающуюся болванку В, имеющую форму и размеры внутреннего очертания корпуска. Стружка сгибается по болванке, и в это же время к ней подползает и прижимается намазанная клейстером бумажная лента, размотанная с рулона (на рисунке справа) и прошедшая предварительно клейстеренку С. Корпусок оклеен и слетает с болванки. Это происходит очень быстро – в секунду машина выбрасывает на проходящую мимо ленту транспортера два готовых корпуска, и притом работа ее настолько четкая, что одна работница в состоянии обслужить одновременно два таких станка.
Похожа на эту машину и клеильная машина для внутренних коробок, только устройство ее несколько сложнее, так как здесь нужно приклеить еще и донышко.
Налюбовавшись работой машины, мы отправляемся вдоль транспортера дальше и попадаем в сушильный цех.
Здесь мы встречаем сушильную установку системы Шильде, с основными принципами устройства которой мы уже познакомились, следя за приготовлением соломки. Выходящие из нее сухие коробки пневматическим путем направляются в бункера этикетировочно-задвижных станков. В секунду и даже быстрее станок вдвигает внутреннюю коробку в наружную и украшает последнюю этикеткой.
Коробка готова! Ее нужно лишь набить содержимым, покрыть бочка ее намазкой, и она сможет затем отбыть свою короткую, но ценную службу, чтобы быть выброшенной потом в мусор.
Соломка превращается в спичку
В фабричной лаборатории
Нам нужно побывать теперь в самом «сердце» спичечной фабрики – в ее фабричной лаборатории. Ведь соломка, чтобы сделаться спичкой, должна получить головку из зажигательной массы, а бочка коробки должны покрыться намазкой. Без зажигательной массы и без намазки еще нет спичек, а то и другое готовится в фабричной лаборатории. Кроме того здесь определяют качество материалов, ведут контроль за качеством фабричной продукции, следят за правильностью химических процессов производства, отвешивают материалы по рецепту…
И откуда только не поступают сюда материалы! Соликамские калийные соли, подольские фосфориты или хибинские апатиты, уральские минералы, кавказские или уральские цинковые руды и т. д. – вот те природные источники сырья, из которых вырабатываются для спичечной фабрики бертолетова соль, фосфор, хромпик, цинковые белила и многие другие вещества, поступающие сюда с различных фабрик и заводов и попадающиеся нам в лаборатории.
Далеко не все эти вещества безопасны в обращении, а потому при хранении их приходится принимать определенные меры предосторожности. Технический красный фосфор например не совсем чист, он может содержать небольшой процент способного к самовоспламенению белого фосфора, почему фосфор хранят в изолированных несгораемых складах. Бертолетову соль, которая при наличии органических веществ способна давать опасные взрывы, хранят в отдельных каменных складах, расположенных не ближе 20 м от других складов. В каменных же складах хранят и горючие материалы – серу, парафин.
Для приготовления зажигательной массы составляющие ее материалы необходимо прежде всего измельчить, так как крупные частицы не будут хорошо перемешиваться и не дадут однородной массы. Впрочем это относится не ко всем материалам – бертолетова соль и красный фосфор обычно поступают на фабрику уже в порошкообразном состоянии.
Когда мы заявляем о своем желании посмотреть процесс приготовления зажигательной массы, нас прежде всего направляют к шаровым мельницам, в которых размельчают такие материалы, как трехсернистая сурьма, перекись марганца, битое стекло, канифоль и т. п. Измельченный материал затем просеивается на трясущихся ситах с целью удаления крупных кусков и посторонних примесей. Тут же просеивается и мука, предназначенная для приготовления клейстера.
Материалы подготовлены. Теперь их надо точно развесить согласно пропорциям рецепта. На той фабрике, которую мы осматриваем, применяются единые рецепты Ленспичтреста. Нам их показывают:
1. ОБЫКНОВЕННЫЙ РЕЦЕПТ
Головка
Бертолетова соль. 46,5 %
Хромпик………1.5 %
Сера………..4,25%
Цинковые белила…. 3,75 %
Сурик или мумия…. 15,30%
Молотое стекло…..17,20%
Клей костяной……11,50%
Намазка
Красный фосфор….. 30,76%
Трехсернистая сурьма. 41,03%
Сурик или мумия…. 12,83%
Мел………..2,56%
Цинковые белила…. 1,54%
Молотое стекло…..3,59%
Клей костяной……6,69%
2. ОСОБЫЙ РЕЦЕПТ (Для лучших сортов спичек).
Головка
Бертолетова соль. 48.2 %
Хромпик………2,2 %
Сера……….4,15%
Цинковые белила…. 4,83 %
Перекись марганца…. 1,21 %
Сурик или мумия…. 15,07%
Молотое стекло…..11,3 %
Гарпцус………0,6 %
Клей мездровый…..0,04%
Гуммиарабик…….2,64%
Трагант………0,76 %
Намазка
Красный фосфор…..35,41%
Трехсернистая сурьма. 39,83 %
Сурик или мумия…. 11,06%
Мел………..2,21%
Цинковые белила…..2,21 %
Клей мездровый. 4,42%
Гуммиарабик…….3,54%
Трагант………1,32%
Все эти вещества нужно тщательно перемешать между собой, чтобы получить вполне однородную массу.
Но плохо пришлось бы работающим в лаборатории, если бы они попробовали перемешивать все это в сухом виде. Ведь сухая бертолетова соль при перемешивании с серой непременно взорвется… Поэтому-то предварительно готовят жидкую массу.
Нас подводят к котлам, в которых замачивается холодной водой клей. Воды к нему добавлено столько, чтобы он только набух, образовал студень. С водой клей стоит примерно сутки, а затем котлы ставятся на «водяную баню», т. е. в бак с водой, нагреваемой паром в течение часа до 75–80°. Здесь мы видим уже однородный вязкий прозрачный раствор.

Рис. 27. Коническая мельница. 1 – неподвижный жернов, 2 – подвижный жернов, 3 – скребок для очищения размолотой массы, 4 – воронка
Начинается приготовление массы. В этот котел всыпается прежде всего небольшими порциями бертолетова соль и тщательно перемешивается мешалками. После этого уже добавляются остальные составные части, точно так же при тщательном перемешивании.
Но мы видим, что на этом дело еще не кончается. Из котлов масса поступает в конические мельницы, называемые здесь «краскотерками», или «массотерками» (рис. 27). В этих-то мельницах и происходит помол массы, содействующий тесному перемешиванию ее составных частей. Самый помол производится 2 раза – первый раз в массотерке с несколько большим расстоянием между жерновами, во второй раз в другой массотерке с более сближенными жерновами.
Теперь масса готова и она несколько часов остывает. Но долго ее держать так нельзя, ибо иначе более тяжелые частицы осядут на дно, и она снова потеряет свою однородность.
Перед окончательным выпуском из лаборатории массу опять несколько подогревают и перемешивают.
Также готовят и намазку, только здесь первый помол производят без красного фосфора, а затем уже к смеси добавляют фосфор и пропускают ее еще один или два раза через краскотерку.
Готовые масса и намазка из лаборатории направляются первая «к автоматам», а вторая «в коробконаназывательное отделение».
Пойдем для дальнейшего осмотра фабрики по пути зажигательной массы.
Коробка спичек готова
Он приводит нас в автоматное отделение фабрики, куда поступает и спичечная соломка, уложенная в кассеты (см. стр. 36). Мы видим здесь ряд автоматов марки «Новый симплекс» (рис. 28), изготовляемых у нас в СССР, как с гордостью сообщает нам работница у ближайшего автомата.

Рис. 28. Спичечный автомат «Новый симплекс»
Один аппарат расположен на расстоянии 4 м от другого, между каждыми двумя автоматами поставлена предохранительная противопожарная сетка. Бывает, что во время работы спички в каком-нибудь аппарате воспламенятся, и без этих мер предосторожности огонь может распространиться по всему отделению.
Работой машины можно залюбоваться. Одна работница подает в ее магазины спичечную соломку, а другая убирает наполненные уже готовыми спичками ящики и ставит на их место порожние. Все остальное, т. е. пропитывание конца соломки парафином, обмакивание его в зажигательную массу и сушка готовой спички, производится машиной автоматически.
Внутри открытого корпуса автомата мы видим бесконечную (т. е. сомкнутую) транспортерную ленту, приводимую в движение от вращающихся барабанов. В эту ленту вставлены стальные наборные планки, в гнездах которых находится спичечная соломка. Ее «натыкал» сюда вталкивающий аппарат автомата, расположенный в его передней части. Отсюда планки с соломками доставляются транспортерной лентой сначала к парафинировочному аппарату, где производится автоматическое обмакивание концов соломок в расплавленный парафин. После парафинировочного аппарата соломки идут с лентой к макальному аппарату с зажигательной массой. Здесь вращается барабан, который захватывает массу и наводит ее на движущуюся над ним соломку. Наконец-то соломка получила головку и стала спичкой!
С транспортерной лентой новорожденные спички путешествуют дальше. Они проходят внутри автомата в течение 45–50 мин. длинный путь, в продолжение которого подсушиваются при температуре 25–30°. После этого уже готовые спички подходят к выталкивательному аппарату, также расположенному в передней части автомата. Здесь они выталкиваются из отверстий транспортерной ленты, укладываются в специальные кассеты и посредством канатноподвесного транспортера передаются к набивочным станкам, которые набивают спички в коробки.
– Какова производительность машины? – спрашиваем мы работницу, только что убравшую кассеты с готовыми спичками и вставляющую вместо них пустые.
– Почти полтора миллиона готовых спичек в час. Хватит, чтобы набить 25 тыс. коробок!
Идем к коробконабивочным станкам. Сюда в специальных лотках поступают готовые порожние коробки из этикетировочно-задвижных машин (стр. 38) и вставляются в коробочный магазин станка (вверху справа – рис. 29). В спичечный магазин (вверху слева) в то время вставляются в специальных кассетах готовые спички с автоматов. По столу станка движется вдоль всего станка транспортерная цепь, в гнезда которой загружаются из магазина порожние коробки.
Вот цепь подала их к магазину со спичками, толкач станка выдвигает наполовину ящички из корпусков, в них ложится отмеренное машиной количество спичек, наполненные коробки выходят из-под магазина, специальные рычажки задвигают коробки, и цепь несет их дальше к лотку (на рис. справа). 7–8 тыс. набитых коробок в час выталкивает станок с цепи на лоток!
Коробка наполнена спичками, но она еще неготова к употреблению. Ведь об нее пока нельзя зажечь спичку, так как бока ее еще не покрыты намазкой. Поэтому отсюда коробки на тележках доставляются к коробконамазывательным машинам.
Работница быстро ставит коробки в вертикальном положении на бесконечную ленту транспортера машины, и транспортер проводит их между двумя кистями, автоматически наносящими слой намазки на две боковые грани коробок. Транспортер несет коробки дальше и по дороге на протяжении 6–7 м намазка подсушивается током теплого воздуха.

Рис. 29. Коробконабивочный станок
Коробка спичек наконец готова. Но готовые коробки нужно еще запаковать по 10 шт. в бумажные пакеты. И это делает здесь также машина, одна из самых сложных во всем спичечном производстве. Работница кладет на ее транспортер готовые коробки, машина обертывает их по десятку бумагой, заклеивает пакет, и другая работница снимает с транспортера уже готовые пачки. Таких пачек через ее руки проходит 12–13 тыс. за семичасовой рабочий день!
Пачки сложены в ящики (по 100 пачек в каждом) и доставлены на тележках по узкоколейке в склады, откуда они отправятся в далекий путь и попадут не только во все концы нашего необъятного СССР, но и на отдаленные заграничные рынки, успешно конкурируя со своими сестрами, родившимися на капиталистических фабриках.
Мы проследили длинный и сложный путь, который прошли осиновые кряжи, прежде чем они превратились в горы наполненных изящными спичками коробок, ожидающих теперь своей очереди для отправки со складов. Нам предлагают посетить еще вспомогательные цеха фабрики – столярное и ящичное отделение, ремонтные мастерские с кузницей и литейной – но это не так интересно для нас в данный момент. Ведь самое главное мы осмотрели, и мы удовлетворены. Мы видели, что почти все процессы на фабрике механизированы и автоматизированы, что тяжелый физический труд человека здесь заменен работой целого ряда сложных изящных и остроумных машин и аппаратов, что рабочему нужно только управлять этими машинами и следить за их исправностью. Мало этого, мы видели, что эти машины производятся теперь уже на советских заводах. И на этом участке, как и на многих других, мы успешно освобождаемся от иностранной зависимости:
Впечатление от фабрики у нас остается прекрасное, и в заключение мы интересуемся только еще тем, какие меры здесь принимаются для охраны труда рабочих!
Рабочим – здоровые условия труда!
Этот общий лозунг советских фабрик и заводов стараются полностью проводить и на спичечных фабриках. Все канаты, ремни, зубчатки, выступающие концы валов и другие опасные места ограждены. Во избежание вредной пыли помол таких материалов, как стекло, хромпик, трехсернистая сурьма, производится в закрытых аппаратах. Везде устроена с этой целью также хорошая вентиляция, которая нужна еще для удаления мелкой древесной пыли, паров парафина, для поддержания необходимой чистоты и влажности воздуха…
Бертолетова соль хранится отдельно, совершенно изолированно. Все рабочие приучены обращаться с ней крайне осторожно, так как она представляет большую опасность, особенно смешанная с серой. Разве можно сравнить эту советскую фабрику со старой капиталистической фабрикой, где не было ни автоматов, ни транспортеров, где почти все приходилось делать руками!
СССР на первом месте
«Глиняные» люди»
Да, работать на старых спичечных фабриках, принадлежавших капиталистам – хозяевам и хозяйчикам, было весьма сомнительным удовольствием. Что было еще сравнительно недавно у нас?
До 1837 г., т. е. еще меньше ста лет назад, в России спичек не выделывали и для добывания огня пользовались по-старинке кремнем и огнивом. Только в 1837 г. у нас была выстроена первая фабрика фосфорных спичек в теперешнем Ленинграде (тогда Петербурге). В 1888 г. в России насчитывалось уже около 250 спичечных фабрик, но фабрик большею частью мелких, кустарных, в которых царила ужасающая эксплоатация труда. Около половины занятых на этих фабриках рабочих составляли женщины и подростки, причем женщина при двенадцатичасовом рабочем дне получала 10 руб. в месяц, а подросток 9 руб.
Об условиях труда на этих фабриках, имевших место всего лет 30 назад, писал в 1900 г. проф. Ф. Эрисман следующее:
«Развивающиеся в спичечном производстве вредные пары большею частью беспрепятственно распространяются по всей фабрике… Самое устройство мастерских почти повсюду весьма первобытное и не удовлетворяющее самым скромным требованиям гигиены… Вентиляция мастерских весьма неудовлетворительна: специальных приспособлений для удаления вредных испарений на русских спичечных заводах не имеется… Приспособления для мытья рук и лица отсутствуют; бани или вовсе не имеется или она не топится для рабочих; о содержании мастерских в опрятности заботятся плохо.
Рабочие спичечных фабрик страдают общим расстройством питания со всеми его последствиями; они часто болеют бронхитом, воспалением легких, туберкулезом, многие из них поражают худобой и бледностью верхних покровов. В спичечных районах их называют «глиняными» людьми. Самым характерным признаком фосфорного отравления у этих рабочих является поражение челюстей, известное под названием «фосфорного некроза»…
Пагубное влияние фосфорных паров на спичечных заводах усугубляется еще некоторыми неблагоприятными в санитарном отношении сторонами общего режима на этих заводах. Сюда относятся 1) непомерная продолжительность рабочего дня, доходящая местами до 14–15 час., 2) преимущественное использование рабочих и работниц в очень молодом возрасте»…
И дальше Эрисман перечисляет еще целый ряд подобных же явлений, обусловленных беспощадной эксплоатацией рабочих со стороны алчных до прибылей капиталистов-предпринимателей. Во имя интересов этих хищников царское правительство не осмеливалось запрещать производство фосфорных спичек и лишь в 1892 г. оно обложило их двойным акцизом по сравнению с безопасными спичками.
Но и производство последних в царское время было тоже далеко не безопасно для здоровья рабочих, так как тогда еще при выделке этих спичек применялись некоторые ядовитые вещества (например пикриновокислый калий), а господа-хозяева весьма туго шли на проведение в жизнь необходимых мероприятий по охране труда и на сокращение выматывающего все силы рабочих длинного рабочего дня. Особенно тяжелые условия труда, особенно жестокая эксплоатация рабочих были на маленьких фабричках.
Однако, несмотря на выжимание всех соков из рабочих во имя выколачивания наиболее высокой прибавочной стоимости, капиталистическая конкуренция все же душила мелких хозяйчиков, и к 1913 г. количество спичечных фабрик вследствие концентрации производства сократилось примерно до ста. Эти фабрики выработали в 1913 г. 3753 тыс. ящиков (по тысяче коробок в каждом), причем на всех фабриках было занято около 20 тыс. рабочих.
В то же время начал развиваться и вывоз русских спичек за границу, начавшийся в 1893 г. Рынками сбыта были преимущественно страны Востока: Персия, Афганистан, Турция, Китай. Само собой разумеется, что и к спичечному производству царской России протянул свои цепкие лапы иностранный капитал. Так например, предприятия акционерного общества Лапшин, объединявшие до 75 % всего производства спичек, «контролировались» французским капиталом.
Фабрик меньше, а выработка больше
Тяжелым, кошмарным, но давно минувшим сном представляются нам времена господства в нашей стране хозяйчиков – маленьких и больших. Спичечной промышленностью CCCР, как и всеми другими отраслями производства, распоряжается теперь новый хозяин – победивший пролетариат в братском союзе с трудящимися деревни, в большинстве своем уже колхозниками, успешно строящий новое социалистическое общество, в котором нет места эксплоатации человека человеком. И новый хозяин по-новому, действительно по-хозяйски, строит свою спичечную промышленность.
Производство спичек у нас быстро растет и уже в 1930 г. оно в 2 1/3 раза превысило довоенное. Вместе с ростом производства происходит и концентрация его. В 1931 г. наша спичечная промышленность имела в споем составе только 26 предприятий с меньшим против 1913 г. количеством рабочих. Но в то время как среднегодовая выработка одного предприятия в 1913 г. составляла немногим более 40 тыс. ящиков, в 1931 г. она поднялась примерно до 400 тыс. ящиков, т. е. возросла в 10 раз. В 1907 г. среднегодовая выработка рабочего составляла 175 ящиков, а в 1931 г. – 450. Это отставание численности рабочей силы при общем росте производства объясняется вытеснением ручного труда на спичечных фабриках в результате механизации и автоматизации производственных процессов. По производству спичек мы занимаем теперь первое место в мире, вырабатывая ежегодно свыше 10 млн. ящиков.
По спичечным этикеткам вам знакомы конечно названия фабрик: «Волна революции», «Ревпуть», «Сибирь», «Байкал», «Везувий», «Власть труда», «Победа», «Пламя», «Маяк». На всех этих фабриках произведены коренные реконструктивные работы, значительно улучшившие условия труда на них и повысившие их выработку. Реконструкция идет по пути лучшего машинного оборудования, увязки всех производственных процессов в едином непрерывном потоке, механизации внутризаводского транспорта, процессов пропитки соломки, загрузки и выгрузки парильных камер и т. д.
Такие фабрики, как «Красная звезда», «Гигант», Им. 1 мая, Им. X октября и ряд других, производство на которых полностью механизировано, выстроены нами заново. И теперь совсем не редкость встретить в газетах такую например телеграмму:
ПУЩЕНА НОВАЯ СПИЧЕЧНАЯ ФАБРИКА.
★ Хабаровск. 3 октября 1933 г. (по телеграфу от нашего корреспондента). 2 октября в Благовещенске вступила в строй спичечная фабрика «Искра». Производительность ее 400 тыс. ящиков спичек в год. Стоимость строительства 2 млн. руб. Фабрика целиком механизирована. Все ее оборудование советского производства.
У нас и у них
Знаете ли вы, как велико расстояние от земли до солнца? Оно составляет около 150 млн. км! Вообразите, что от земли до солнца проложена железная дорога. Вы садитесь в поезд, который идет до солнца без остановок и будет делать по 100 км в час. Как вы думаете, доедете ли вы до солнца?
Нет, не доедете! Не доедут и ваши дети и внуки, если бы они родились в поезде – такой поезд будет идти до солнца больше 170 лет! Сев на очень быстро летящий к солнцу аэроплан младенцем, вы попали бы туда дряхлым стариком. Даже если бы вам удалось оседлать современный дальнобойный артиллерийский снаряд, который летел бы все время с той же огромной скоростью, с которой он вылетает из дула орудия, то и в этом случае вы добрались бы до солнца лишь через 7 с лишним лет. Вот какое это огромное расстояние…

Рис. 30. Рост потребления спичек в СССР (в коробках на душу в год)
– Все это очень интересно, – скажете вы, – но к чему говорить об огромном солнце в книжке, посвященной маленькой спичке?
А вот к чему. Представьте себе, что вырабатываемые во всем мире только за 2 года спички уложены длинной ниточкой в ряд, вплотную одна к другой. Длина этой ниточки окажется тогда в полтора раза больше, чем расстояние от земли до солнца! Мировая выработка за год составляет около 50 млн. ящиков и примерно 20 % ее приходится на долю нашего СССР.
В связи с развитием промышленности, ростом городов, газофикацией и пр. потребление спичек с каждым годом все возрастает (рис. 30). Вместе с этим растет и вывоз советских спичек за границу.
После революции вплоть до 1922 г. экспорта спичек из СССР не производилось. Но уже в 1922/23 г. на первой Бакинской ярмарке было продано и вывезено в Персию около 30 тыс. ящиков. Вслед за этим наши спички начали завоевывать турецкий, греческий, а потом западноевропейские и даже американские рынки. В 1927/28 г. наш экспорт уже в 2 1/2 раза превысил довоенный, и мы заняли одно из первых мест на мировом спичечном рынке.
Само собой разумеется, что успешная конкуренция советских спичек пришлась совсем не по вкусу капиталистическим спичечным монополистам, и они повели отчаянную борьбу против советского экспорта, не брезгуя при этом никакими средствами. Как вам понравится например такое письмо, адресованное германской фирмой одному из своих представителей:
ГЕРМАНИЯ
А. РОЛЛЕР
ТОРГОВОЕ О-ВО
ПО ПРОДАЖЕ СПИЧЕЧНЫХ МАШИН
Берлин 1929 г.
М. Г.
Как вы знаете, русские сбывают в Германии и других странах спички за бесценок.
Поставив русским большое количество спичечных машин и предоставив им продолжительные кредиты, мы в настоящее время подвергаемся недоброжелательным пересудам со стороны промышленности тех стран, которым русская конкуренция приносит вред.
Мы узнали, что вы также продаете русские спички; когда узнают, что вы представляете и нашу фирму, этот факт будет способствовать разжиганию злобы против нас. Поэтому мы должны просить вас прекратить продажу русских спичек и обязать не производить подобной продажи и в будущем.
Если вы не согласитесь с нашим предложением, нам придется 30 сентября отказаться от продления нашего контракта с вами.
Но бойкот предприятий, торгующих нашими спичками, – это только один из многочисленных методов борьбы взбесившихся капиталистов и, пожалуй, один из сравнительно «невинных». Изобретательные монополисты выкидывали штуки и почище этого.
Вот например в Персии появляются в продаже советские спички, которые оказываются никуда негодными, так как они вовсе не зажигаются. Эти спички были предварительно скуплены нашими конкурентами и выдержаны продолжительное время в сырых помещениях.
В Германии закрывается несколько спичечных фабрик, и рабочим, очутившимся вдруг перед ужасами безработицы, говорят, что это происходит из-за «недобросовестной» конкуренции советских спичек.
В печати поднимается кампания за бойкот советские спичек, так как они служат якобы «средством большевистской пропаганды и борьбы против святой религии».
В Бельгии на специально созванных церковных собраниях домохозяек-прихожанок попы проводят решения о воздержании от покупки русских спичек.
В Боливии подстрекают туземное население чуть не к бунту, долженствующему выражать протест против ввоза спичек из СССР.
Наряду с этим помещается ряд статей о плохом, якобы, качестве наших спичек, о нашей торговой «несолидности» и т. д.
Особенно отличался в этой антисоветской кампании концерн[3]3
Концерн – группа формально самостоятельных предприятий, объединенных единым финансовым руководством небольшой кучки капиталистов (в отличие от треста, в котором объединяемые предприятия теряют свою самостоятельность).
[Закрыть] Крейгера, основным ядром которого был Шведский спичечный трест и во главе которого стоял Ивар Крейгер. На долю этого концерна падало 3/4 мирового производства (без СССР) и 80 % мирового экспорта спичек. Но кроме того Крейгер, вкладывая большие капиталы в спекуляцию недвижимостями, в правительственные займы, в ряд различных отраслей промышленности, занимался очень темными жульническими операциями. И этот жулик стал почти легендарной личностью в загнивающем капиталистическом мире. С величайшим искусством он извлекал сверхприбыли из народной нищеты, обирал доверчивую публику, бросавшуюся покупать его «самые надежные акции и облигации», получал субсидии от шведского правительства, монополизировал в ряде стран производство и продажу спичек.
Крейгер пытался навязать кабальные условия сделок и СССР, но неудачно – советская спичка не давалась ему в руки и пробивала чувствительные бреши в его монополиях. Тогда Крейгер всеми силами и средствами стал бороться против СССР. Он окружил Союз кольцом спичечных монополий чуть не во всех граничащих с нами странах, финансировал антисоветские кампании, поддерживал белоэмигрантские банды в Китае, агитировал всеми способами против наших спичек. Но костлявая рука небывалого еще в истории капитализма экономического кризиса схватила за горло и Крейгера. Окончательно запутавшись в своих темных махинациях, он в марте 1932 г. покончил самоубийством, а концерн его начал расползаться по швам.
Почему же, несмотря на эту бешеную борьбу капиталистов, наша спичка является все-таки для них опасным конкурентом на мировом рынке?
Ответ на этот вопрос мы легко найдем, если рассмотрим состояние спичечной промышленности у них и у нас?
У них предприятия, работавшие исключительно на экспорт, должны сокращать свое производство, так как страны, не имевшие раньше собственной спичечной промышленности, начали теперь развивать ее (Румыния, Венгрия, Китай, Британская Индия и др.).
У них еще до начала свирепствующего теперь мирового экономического кризиса спичечные фабрики работали с неполной нагрузкой, причем не использовалась примерно половина их мощности.
У них наряду с новыми, полностью механизированными фабриками работает значительное количество кустарных предприятий, которым удается существовать под охраной высоких пошлин и других специальных мероприятий.
У них технический прогресс спичечного производства имеет результатом не снижение цен на спички, а лишь увеличение прибылей капиталистов-монополистов и повышешение доходов буржуазного государства от спичечного налога. Мало того сам этот технический прогресс намеренно тормозится путем «контроля» спичечных трестов над машиностроительными заводами, вырабатывающими спичечное оборудование; этот «контроль» ведет к сокращению производства спичечных машин за счет загрузки заводов другими заказами.
У нас нет кризиса, и наше спичечное производство непрерывно развивается.
У нас мощность спичечных фабрик используется полностью, и их оборудование не стоит зря и не изнашивается бесполезно.
У нас от кустарщины давно отошли, и мы шагаем семимильными шагами по пути механизации и автоматизации спичечной промышленности.
У нас есть в большом количестве прекрасное и в то же время дешевое сырье для спичечной промышленности – осина, которую мы экспортируем даже за границу.
У нас организовано собственное производство бертолетовой соли на Березниковском химкомбинате, развивается добыча серы и сернистой сурьмы, поставлено собственное производство спичечных машин, так что и на этом участке мы решительно освобождаемся от иностранной зависимости.
У нас производство для экспорта сосредоточено на нескольких фабриках, по своему техническому вооружению занимающих одно из первых мест в Европе, благодаря чему себестоимость производства является на них низкой.
У нас – и это самое главное – нет капиталистов-монополистов, в погоне за сверхприбылями непомерно взвинчивающих цены на списки.
Вот почему наша спичечная промышленность находится в исключительно благоприятном положении по сравнению с капиталистической и вот почему экспортная советская спичка имеет все преимущества перед своей сестрой, родившейся на капиталистических фабриках. Главным же из этих преимуществ является ее дешевизна, а следовательно доступность для самых широких масс трудящихся.
Мы проследили историю развития и выделки маленькой спички. Для того чтобы мы могли воспользоваться этой спичкой, нужна затрата труда очень многих людей: лесорубов, горняков, химиков, спичечников, транспортников и т. д. Мы видели, что этот труд может быть легким и радостным только в социалистическом обществе, а продукт этого труда – дешевым и доступным широким массам трудящихся только тогда, когда его производство обходится без участия хищников-капиталистов. И маленькая коробочка спичек, на которой написано «made in USSR» («сделано в CCCP»), вызывает бешеную ненависть иностранных капиталистов не только потому, что она благодаря своей дешевизне угрожает их сверхприбылям, но и потому, что она является грозным напоминанием о близком наступлении и их очереди передать свои фабрики и заводы в руки трудящихся.